Prof. Dr.-Ing Marcus O. Weber - Wirkerei und Strickerei
Здесь есть возможность читать онлайн «Prof. Dr.-Ing Marcus O. Weber - Wirkerei und Strickerei» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: unrecognised, на немецком языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Wirkerei und Strickerei
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:5 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Wirkerei und Strickerei: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Wirkerei und Strickerei»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Die aktualisierte und erweiterte Neuauflage enthält ein neues Kapitel zu Garnen, das dem Zusammenspiel der Nadel- und Garnstärke in der Maschenbildung Rechnung trägt, und beinhaltet viele weitere Musterungen, die in jüngster Zeit häufig zum Einsatz kommen. Ein Plus sind auch die Produktionsbeispiele, die vom Entwurf oder Muster bis zur fertigen Ware den Kalkulationsprozess für den Stricker oder Wirker exemplarisch darstellen.
Das Buch vermittelt die Grundlagen der Maschentechnik und legt die Entwicklung und die Vielfalt der Mustereinrichtungen dar. Es enthält zahlreiche vierfarbige Fotos und Funktionsbilder und richtet sich gleichermaßen an Studenten, Auszubildende und Schüler wie auch an Textilfachleute aus den Bereichen Garnerzeugung, Flächenerzeugung, Textilveredlung, Textilprüfwesen, Textildesign und Textilbekleidung. Auch für Anwender aus den Bereichen technischer Textilien wie Automobilhersteller, deren Zulieferer oder Hersteller von Netz-, Filter- oder Schutztextilien ist das Buch von Interesse.
Das Fachbuch wurde bereits mit fünf Auflagen an mehreren europäischen Hochschulen und Textilfachschulen als Lehrbuch anerkannt.
Wirkerei und Strickerei — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Wirkerei und Strickerei», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
In Bild 3.2 ist die Maschenbildung nach dem Strickprinzip dargestellt. Der gestreckt vorgelegte Faden wird von den Haken der ausgetriebenen Nadeln nacheinander erfasst und durch die zuvor gebildeten Maschenschleifen gezogen. Auf diese Art werden alle Phasen der Maschenbildung von den Nadeln nacheinander ausgeführt und die für die Maschenbildung notwendige Fadenmenge von jeder einzelnen Nadel abgezogen.
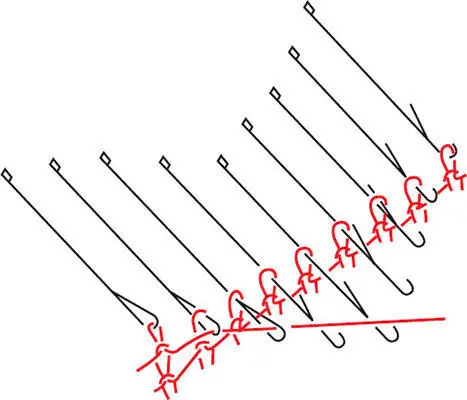
Bild 3.2: Strickprinzip
3.3.2 Wirkprinzip der Einfaden-Wirkmaschinen (Kulierwirkmaschinen)
Die Einfaden-(Kulier-)Wirkmaschinen sind mit gemeinsam bewegten und geradlinig angeordneten Spitzennadeln ausgestattet. Ein gestreckt vorgelegter Faden kann von gemeinsam bewegten Nadeln nicht gleichzeitig zu Maschen ausgebildet werden, da ein Faden ohne extreme Dehnbarkeit zerreißen würde (Bild 3.3).
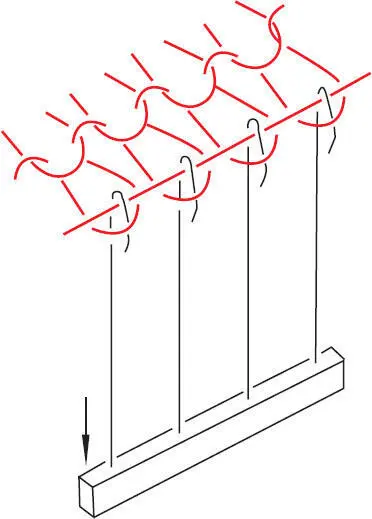
Bild 3.3: Gemeinsame Maschenbildung aus einem gestreckten Faden ist nicht möglich
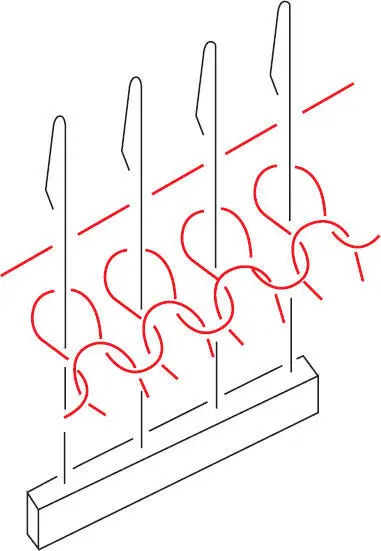
Bild 3.4: Wirkprinzip (Einfadentechnik) „Fadenlegen“
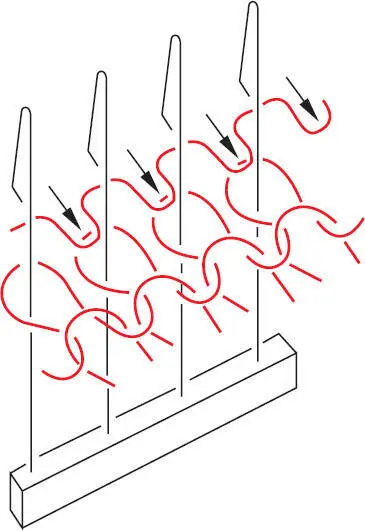
Bild 3.5: Wirkprinzip (Einfadentechnik) „Kulieren“ – Ausformen des Fadens zu Schleifen nacheinander
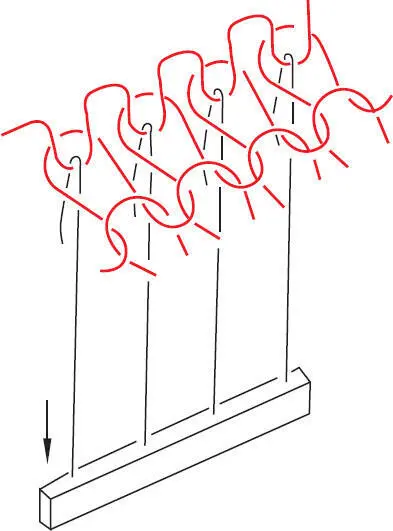
Bild 3.6: Wirkprinzip (Einfadentechnik) „Ausbildung der Maschenschleifen“
Aus diesem Grund wird der vorgelegte Faden (Bild 3.4) zunächst von dünnen Stahlprofilen (Kulierplatinen) nacheinander zu Schleifen vorgeformt (Bild 3.5, Kulieren), die dann gemeinsam (Cottonmaschine, Bild 3.6) von den Nadeln zu Maschenschleifen ausgebildet werden. Die für die jeweilige Maschengröße erforderliche Fadenmenge muss stets während des Kuliervorganges bereitgestellt werden.
3.3.3 Wirkprinzip der Kettfaden-Wirkmaschinen (Kettenwirkmaschinen)
Die Kettenwirkmaschinen sind ebenfalls mit gemeinsam bewegten und geradlinig angeordneten Spitzen-, Zungen-, Schieber- oder Karabinernadeln ausgestattet. Um eine Fadenkette von den Nadeln gleichzeitig zu Maschenschleifen ausbilden zu können, ordnet man jeder Nadel mindestens einen Fadenleger zu (Bild 3.7). Die in einer Barre angeordneten Fadenleger schwingen in die Nadelgassen, versetzen und schwingen wieder aus, wodurch sie die Fäden um die Nadeln legen (Bild 3.8). Durch die gemeinsame Nadelbewegung werden die in den Nadelkopf gelegten Fäden anschließend gleichzeitig zu Maschenschleifen ausgebildet. Die für die entsprechende Maschengröße notwendige Fadenmenge kann von den Nadeln ohne Kuliervorgang aus dem jeweiligen Fadenleger gezogen werden. Infolge der Einsparung des zeitraubenden Kuliervorganges ergibt sich eine hohe Arbeitsgeschwindigkeit während der Maschenbildung.
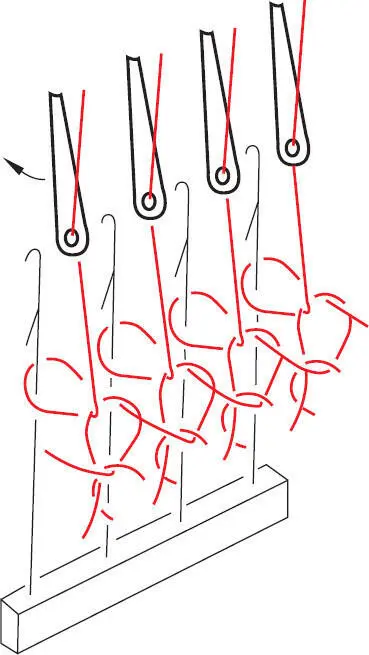
Bild 3.7: Wirkprinzip (Kettfadentechnik) „Einschwingen der Fadenleger“
Durch den Einsatz mehrerer Legebarren (Fadenleger) und durch entsprechenden seitlichen Versatz der Fadenleger vor und nach dem Einschwingen entstehen zahlreiche Musterungen.
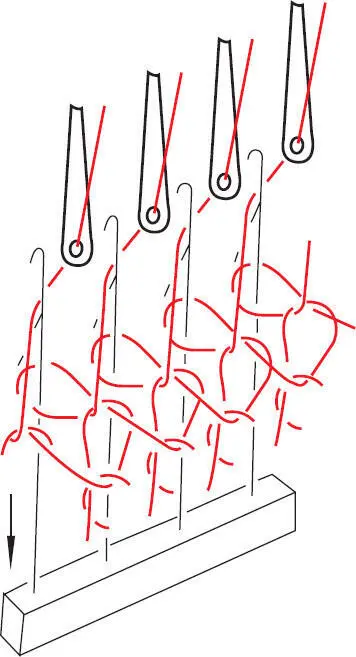
Bild 3.8: Wirkprinzip (Kettfadentechnik) „Legen der Fäden“
4 Flachstrickmaschinen
4.1 Maschinenelemente der Flachstrickmaschinen
Die zurzeit in der Fertigung eingesetzten Strickmaschinen dienen ausschließlich der Herstellung von Einfaden-Gestricken, deren Maschen also durch die Vorlage eines Fadens in Richtung einer Maschenreihe entstehen. Zu diesem Zweck sind diese Maschinen mit einzeln beweglichen Zungennadeln ausgestattet. Grundsätzlich unterscheidet man Flach- und Rundstrickmaschinen.
Die Zungennadeln der Flachstrickmaschinen sind geradlinig (flach) in Nadelkanälen der Nadelbetten beweglich angeordnet. Durch Einwirkungen auf die Nadelfüße werden sie nacheinander ausgetrieben und nach der Fadenvorlage wieder in die Nadelkanäle gezogen. Je nach Anordnung der Nadelkanäle und der Verwendung von Zungen- und Doppelzungennadeln unterscheidet man RR-Flachstrickmaschinen und LL-Flachstrickmaschinen. LL-Flachstrickmaschinen werden nicht mehr gebaut, weil die LL-Musterung in der RR-Technik durch Transfertechnik erreicht wird.

Bild 4.1: RR-Hand-Flachstrickmaschine, 1 = Schlitten, 2 = Nadelbett, 3 = Fadenführer, 4 = Fadenkontrolle
Weiterhin können die Flachstrickmaschinen nach dem Antrieb und der Steuerung unterteilt werden in:
Hand-Flachstrickmaschinen (Bild 4.1)
Die Bewegungen der Strick- und Maschinenelemente sowie die Funktionen (Fadenführer- und Festigkeitswechsel, Schaltung der Stahlkurven für die Nadelfüße u. dgl.) erfolgen durch Handantrieb.
Mechanisch gesteuerte Flachstrickmaschinen (Bild 4.2)
Die Strick- und Maschinenelemente werden von einem Motor angetrieben und die Funktionen von einer Steuereinrichtung mechanisch betätigt.

Bild 4.2: Mechanisch gesteuerte Flachstrickmaschine, 1 = Schlitten, 2 = Nadelbett, 3 = Fadenführer, 4 = Fadenkontrolle, 5 = Steuereinrichtung, 6 = Warenabzug
Elektronisch gesteuerte Flachstrickautomaten (Bild 4.3)
Sämtliche Steuerungen sowie die Einzelnadelauswahl (Jacquard) werden von einem CAD-Programm gesteuert und elektromechanisch (mit Magneten oder Motoren) ausgeführt.

Bild 4.3: Maschinenelemente der elektronisch gesteuerten Flachstrickmaschine, 1 = Spulenablage, 2 = Fadenbremse, 3 = Fadenwächter, 4 = Fournisseure, 5 = Fadenführer, 6 = Nadeln und Niederhalteplatinen, 7 = Nadelbetten, 8 = Stößer, 9 = Schlitten, 10 = Schloss, 11 = Steuereinheit, 12 = Warenabzug
Die Arbeitsbreiten der Flachstrickmaschinen werden in Abhängigkeit von ihren Einsatzgebieten (z. B. Bändern, Oberbekleidung mit veränderlicher bzw. konstanter Warenbreite) ausgeführt.
Hand-Flachstrickmaschinen haben eine übliche Arbeitsbreite von 60–120 cm, die Flachstrickmaschinen für reguläre Gestricke (Zunahme und Minderung) eine Breite von 65–104 cm und die Flachstrickmaschinen für Oberbekleidung mit konstanter Warenbreite eine Breite von 114–305 cm.
Die Geschwindigkeiten der Flachstrickmaschinen (Schlittengeschwindigkeiten), die weitestgehend von der Bindung bzw. von der Mustertechnik sowie von dem eingesetzten Material abhängig sind, liegen zwischen 0,5 und 1,3 m/s.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Wirkerei und Strickerei»
Представляем Вашему вниманию похожие книги на «Wirkerei und Strickerei» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.






Обсуждение, отзывы о книге «Wirkerei und Strickerei» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.