Peter Schmidt - Das Baustellenhandbuch Bauwerksabdichtung
Здесь есть возможность читать онлайн «Peter Schmidt - Das Baustellenhandbuch Bauwerksabdichtung» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: unrecognised, на немецком языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Das Baustellenhandbuch Bauwerksabdichtung
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Das Baustellenhandbuch Bauwerksabdichtung: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Das Baustellenhandbuch Bauwerksabdichtung»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Um auf der Baustelle knifflige Detailfragen zur normgerechten Abdichtung sofort und sicher klären zu können, bietet «Das Baustellenhandbuch Bauwerksabdichtung» die perfekte Unterstützung. Kompakt aufbereitet bietet es praktische Tabellen, Übersichten und Details zur Ausführung nach aktueller Normung in einem E-Book.
Ihre Vorteile:
– Praxishinweise zu den wichtigsten Anforderungen der neuen Normenreihe DIN 18531 bis 18535
– Detaillösungen zu Durchdringungen, Übergängen, An- und Abschlüssen
– Kompakte Übersichten über verschiedenste Abdichtungsstoffe
– E-Book mit komfortablen Suchfunktionen und Verlinkungen
Dieses Buch ist genau das Richtige für:
Architekten, Bauingenieure, Bauunternehmen, Bauhandwerker, Bausachverständige
Das Baustellenhandbuch Bauwerksabdichtung — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Das Baustellenhandbuch Bauwerksabdichtung», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
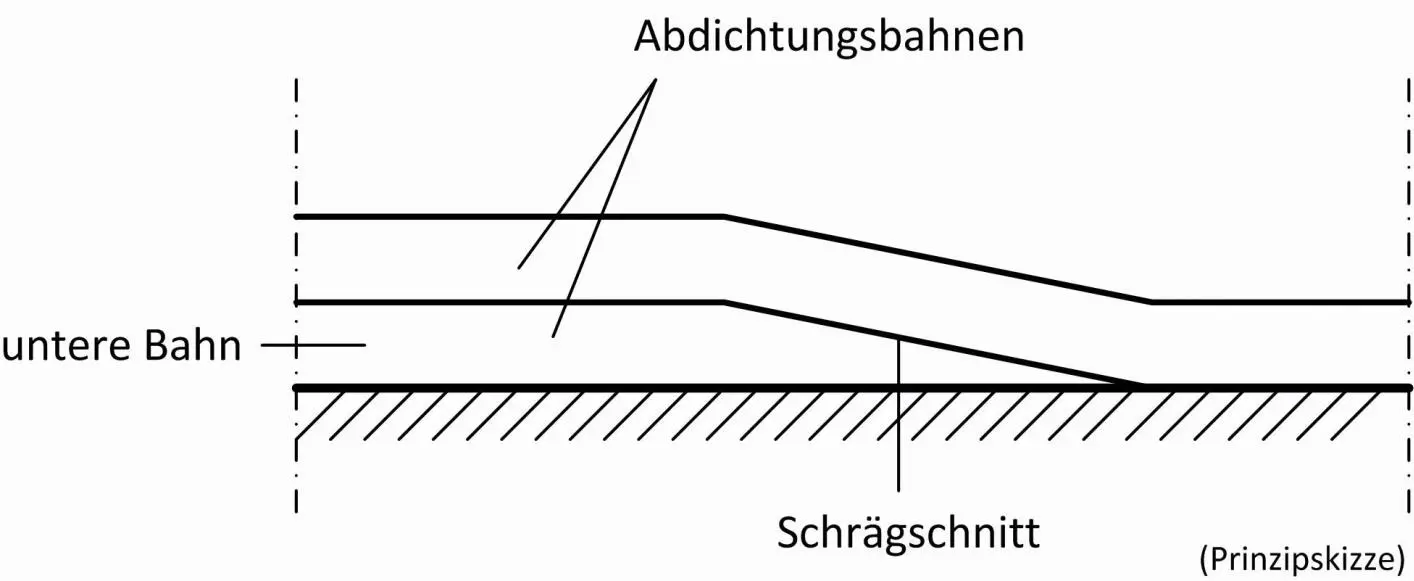
Bild 11: Schrägschnitt am T-Stoß (Quelle: Prof. Dr.-Ing. Peter Schmidt)
 Verlegung von Bitumen- und Polymerbitumenbahnen
Verlegung von Bitumen- und Polymerbitumenbahnen
| • | Verklebung (voll-/teilflächig) |
| • | lose Verlegung mit mechanischer Befestigung oder mit Auflast |
Verklebung:
Für die Verklebung von Bitumen- und Polymerbitumenbahnen auf dem Untergrund, untereinander sowie für die Nahtverbindungen eignen sich die folgenden Verfahren:
| 1. | Schweißverfahren (nur bei Schweißbahnen) |
| 2. | Gießverfahren (bei Bahnen mit Besandung oder Feinstbestreuung auf der Unterseite und im Nahtbereich) |
| 3. | Kaltselbstklebeverfahren (bei kaltselbstklebenden Bahnen) |
| 4. | Bürstenstreichverfahren (in Sonderfällen) |
Für die Verklebung auf dem Untergrund dürfen auch Kaltklebestoffe verwendet werden.
Mindesteinbaumengen für Klebeschichten:
| • | Bürstenstreichverfahren: 1,5 kg/m² |
| • | Gießverfahren: 1,3 kg/² |
Beim Kaltselbstklebeverfahren muss ein geeigneter Untergrund vorhanden sein. Außerdem müssen die Nahtbereiche für Kaltselbstklebung geeignet sein. Auf die Untergrund-/Umgebungstemperatur ist zu achten (Herstellerangaben).
Bei Dachabdichtungen mit kaltselbstklebender Polymerbitumenbahn (KSP) als obere Lage ist bei Verlegung eine thermische Aktivierung erforderlich.
Lose Verlegung mit mechanischer Befestigung:
| • | Bei loser Verlegung der Bahnen muss die Abdichtung gegen Windsog mechanisch befestigt werden. |
| • | Befestigungsmittel dürfen im Nahtbereich eingeklebt werden (bei mehrlagiger Abdichtung). |
| • | Der Abstand zwischen Haltetellerkante und Bahnenkante muss mind. 10 mm betragen. |
| • | Klemmwirkung muss ausreichend sein (hierfür ist ein ausreichend druckfester Untergrund erforderlich). |
| • | Hitzebeständigkeit des Befestigungsmittels ist zu beachten bei Verschweißen der Nähte mit Flamme. |
Lose Verlegung mit Auflast:
| • | Die lose auf dem Untergrund verlegten Bahnen sind durch eine ausreichende Auflast gegen Windsog zu sichern. |
Ausführung der Abdichtung mit Kunststoff- oder Elastomerbahnen
Allgemeine Regeln zur Ausführung
Kunststoff- und Elastomerbahnen werden einlagig ausgeführt.
| • | Die Lagesicherung erfolgt durch Auflast, mechanische Befestigung oder vollflächige Verklebung mit dem Untergrund. |
| • | In Abhängigkeit von der Untergrundbeschaffenheit sind Trenn-, Schutz- und/oder Brandschutzlagen unter der Kunststoff-/Elastomerbahn anzuordnen. Auch Kaschierungen können diese Funktion übernehmen. |
| • | Bei Verlegung auf Bitumenbahnen ohne Trenn-/Kaschierlagen dürfen nur bitumenverträgliche Kunststoff-/Elastomerbahnen verwendet werden. Verlegung auch voll-/teilflächig. |
Überlappung und Fügetechnik
Überlappung von Kunststoff-/Elastomerbahnen bei Baustellennähten ≥ 40 mm
| • | Bei mechanischer Befestigung ist die Überlappung in Abhängigkeit vom Befestigungsmittel zu erhöhen. |
| • | Kreuzstöße sind zu vermeiden (Bahnen versetzen). |
| • | Fügeverfahren und Mindestfügebreiten für die Herstellung von Nahtverbindungen auf der Baustelle siehe Tabelle 25: |
| Fügeverfahren | Bahnenart | Mindestfügebreite |
| Quellschweißen | EVA | 30 mm |
| PIB | 30 mm | |
| PVC-P | 30 mm | |
| Warmgasschweißen oder Heizkeilschweißen | ECB | 20 mm |
| EVA | 20 mm | |
| FPO | 20 mm | |
| PIB | 20 mm | |
| PVC-P | 20 mm | |
| TPE | 20 mm | |
| Elastomerea) | 30 mm | |
| Dichtrand/Abdeckband | PIB | 40 mm |
| Elastomere | 40 mm | |
| Heißvulkanisation(Hot Bonding) | Elastomere | 20 mm |
| Warmgasschweißen mit Polymerbitumen | Elastomere | 40 mm |
| a)Thermoplastisch beschichtet oder mit vorkonfektioniertem thermoplastischen Dichtrand |
Tab. 25: Fügeverfahren und Mindestfügebreite bei Nahtverbindungen von Kunststoff- und Elastomerbahnen
Herstellung der Nahtverbindung:
| • | Fügeflächen müssen trocken und frei von Verunreinigungen sein (Herstellerangaben). |
| • | Quellschweißen: Fügeflächen werden mit Quellschweißmittel angelöst und anschließend durch Druck miteinander verbunden. |
| • | Warmgasschweißen: Fügeflächen werden durch Warmgas plastifiziert und durch Druck miteinander verbunden. Schweißung mit elektronisch regelbaren Schweißmaschinen oder Handschweißgeräten. |
| • | Heizkeilschweißen: Fügeflächen werden mit einem Heizkeil plastifiziert und durch Druck miteinander verbunden. |
| • | Elastomerbahnen lassen sich nur mit dem Warmgas- oder Heizkeilverfahren fügen, wenn die Fügeflächen werkseitig mit einer plastifizierbaren Beschichtung versehen sind. |
| • | Bahnen mit Dichtrand: Längsnähte werden mit der darunterliegenden Bahn verbunden. Quernähte müssen mit einem Abdeckband abgedichtet werden. |
| • | Werkseitig vorkonfektionierte Elastomerbahn mit Polymerbitumenbeschichtung an der Unterseite: Bahnenüberlappung wird durch Warmgas erhitzt und durch Druck miteinander verbunden. Breite der Überlappung mind. 50 mm. |
| • | Bei Elastomerbahnen kann die Nahtverbindung durch Hot Bonding zur Vorfertigung von Planen verwendet werden. |
Verlegung von Kunststoff- und Elastomerbahnen
| • | Verklebung oder |
| • | lose Verlegung mit mechanischer Befestigung oder mit Auflast. |
Verklebung: {Verklebung}
| • | Die Kunststoff-/Elastomerbahn ist auf den Untergrund zu kleben. Hierbei sind alle Lagen auf der Unterlage und/oder miteinander zu verkleben. |
| • | Nahtverbindungen müssen frei von Klebstoffen oder Heißbitumen bleiben. |
| • | Für die Verklebung sind geeignete, produktbezogene Systemklebstoffe zu verwenden. |
| • | Verarbeitungsvorschriften sind zu beachten (Herstellerangaben) |
Verklebung mit Heißbitumen:
| • | Bei Heißbitumen dürfen nur bitumenverträgliche Bahnen verwendet werden. |
| • | Die Verklebung erfolgt mit dem Gießverfahren oder Bürstenstreichverfahren. |
| • | Die aufgerollte Bahn ist in die Klebemasse einzurollen und flächig anzudrücken. |
Verklebung mit dem Flämmverfahren:
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Das Baustellenhandbuch Bauwerksabdichtung»
Представляем Вашему вниманию похожие книги на «Das Baustellenhandbuch Bauwerksabdichtung» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.








Обсуждение, отзывы о книге «Das Baustellenhandbuch Bauwerksabdichtung» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.