Sindo Kou - Welding Metallurgy
Здесь есть возможность читать онлайн «Sindo Kou - Welding Metallurgy» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: unrecognised, на английском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Welding Metallurgy
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Welding Metallurgy: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Welding Metallurgy»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
The new edition includes new theories/methods of Kou and coworkers regarding:
· Predicting the effect of filler metals on liquation cracking
· An index and analytical equations for predicting susceptibility to solidification cracking
· A test for susceptibility to solidification cracking and filler-metal effect
· Liquid-metal quenching during welding
· Mechanisms of resistance of stainless steels to solidification cracking and ductility-dip cracking
· Mechanisms of macrosegregation
· Mechanisms of spatter of aluminum and magnesium filler metals,
· Liquation and cracking in dissimilar-metal friction stir welding,
· Flow-induced deformation and oscillation of weld-pool surface and ripple formation
· Multicomponent/multiphase diffusion bonding
Dr. Kou’s
has been used the world over as an indispensable resource for students, researchers, and engineers alike. This new
is no exception.
Welding Metallurgy — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Welding Metallurgy», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
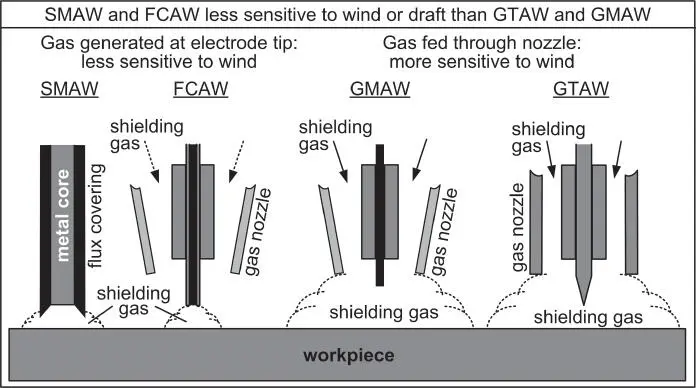
Figure 1.22Sensitivity of gaseous shield of molten metal to wind or draft.
1.3.6 Submerged Arc Welding
1.3.6.1 The Process
SAW is a process that melts and joins metals by heating them with an arc established between a consumable wire electrode and the metals, with the arc being shielded by a molten slag and granular flux, as shown in Figure 1.23. This process differs from the arc welding processes discussed so far in that the arc is submerged and thus invisible. The flux is supplied from a hopper, which travels with the torch. No shielding gas is needed because the molten metal is separated from the air by the molten slag and granular flux. DCEP is most often used. However, at very high welding currents (e.g. above 900 A), AC is preferred in order to minimize arc blow. Arc blow is caused by the electromagnetic (Lorentz) force as a result of the interaction between the electric current itself and the magnetic field it induces.
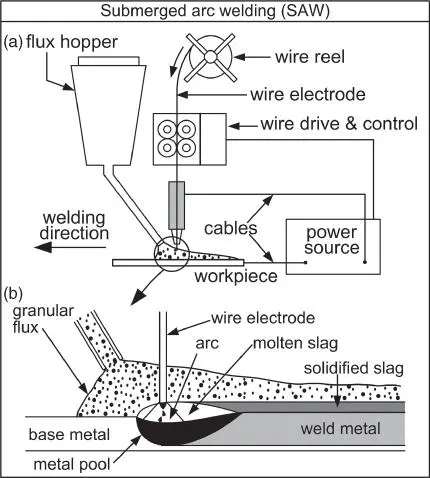
Figure 1.23Submerged arc welding: (a) overall process; (b) welding area enlarged.
1.3.6.2 Advantages and Disadvantages
The protecting and refining action of the slag helps produce clean welds in SAW. Since the arc is submerged, spatter and heat losses to the surrounding air are eliminated even at high welding currents. Both alloying elements and metal powders can be added to the granular flux to help control the weld metal composition and increase the deposition rate, respectively. Using two or more electrodes in tandem further increases the deposition rate. Because of its high deposition rate, workpieces much thicker than that in GTAW and GMAW can be welded by SAW. However, the relatively large volumes of molten slag and metal pool often limit SAW to flat‐position welding and circumferential welding (of pipes). The relatively high heat input can reduce the weld quality and increase distortions.
1.3.7 Electroslag Welding
1.3.7.1 The Process
ESW is a process that melts and joins metals by heating them with a pool of molten slag held between the metals and continuously feeding a filler wire electrode into it, as shown in Figure 1.24. The weld pool is covered with molten slag, and it moves upward as welding progresses. A pair of water‐cooled copper shoes, one in the front of the workpiece and one behind it, keeps the weld pool and the molten slag from breaking out. Similar to SAW, the molten slag in ESW protects the weld metal from air and refines it. The arc exists only during the initiation period of the process, that is, when the arc heats up the flux and melts it. The arc is then extinguished, and the resistance heating generated by the electric current passing through the slag keeps it and the weld pool from freezing. In order to make heating more uniform, the electrode is often oscillated, especially when welding thicker sections. Figure 1.25is the transverse cross section of an electroslag weld in a steel 7 cm thick [13]. Typical examples of the application of ESW include the welding of ship hulls, storage tanks, and bridges.
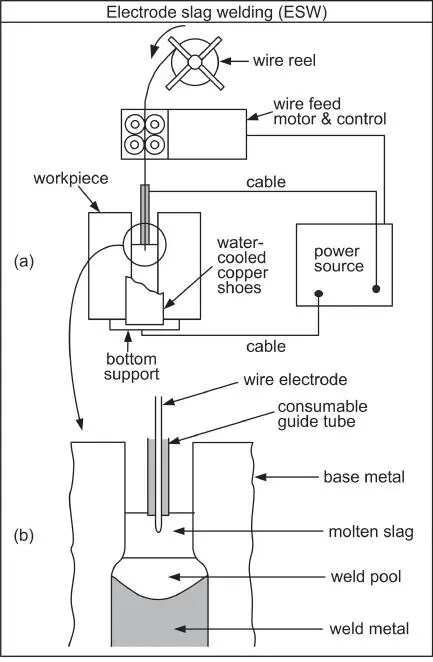
Figure 1.24Electroslag welding: (a) overall process; (b) welding area enlarged.
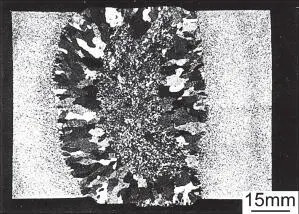
Figure 1.25Transverse cross section of electroslag weld in 70‐mm‐thick steel.
Source : Eichhorn, Remmel, Wubbels [13]. Welding Journal, January 1984, © American Welding Society.
1.3.7.2 Advantages and Disadvantages
ESW can have extremely high deposition rates, but only one single pass is required, no matter how thick the workpiece is. Unlike SAW or other arc welding processes, there is no angular distortion in ESW because the weld is symmetrical with respect to its axis. However, the heat input is very high, and the weld quality can thus be rather poor, including low toughness caused by coarse grains in the fusion zone and HAZ. ESW is restricted to vertical position welding because of the very large pools of the molten metal and slag.
Cary [14] summarized the deposition rates of various arc welding processes. The deposition rate increases in the order of GTAW, SMAW, GMAW and FCAW, SAW, and ESW. The deposition rate can be much increased by adding iron powder in SAW or using more than one wire in SAW, ESW, and GMAW.
1.4 High‐Energy‐Beam Welding
1.4.1 Electron Beam Welding
1.4.1.1 The Process
EBW is a process that melts and joins metals by heating them with an electron beam. Arata [15] was a pioneer in high‐energy‐beam welding processes such as electron‐ and laser‐beam welding. As shown in Figure 1.26a, the cathode of the electron beam gun is a negatively charged filament. When heated up to its thermionic emission temperature, this filament emits electrons. These electrons are accelerated by the electric field between a negatively charged bias electrode (located slightly below the cathode) and the anode. They pass through the hole in the anode and are focused by an electromagnetic coil to a point at the workpiece surface. The beam current and the accelerating voltage employed for typical EBW vary over the ranges of 50–1000 mA and 30–175 kV, respectively. An electron beam of very high intensity can vaporize the metal and form a vapor hole during welding, that is, a keyhole, as illustrated in Figure 1.26b.
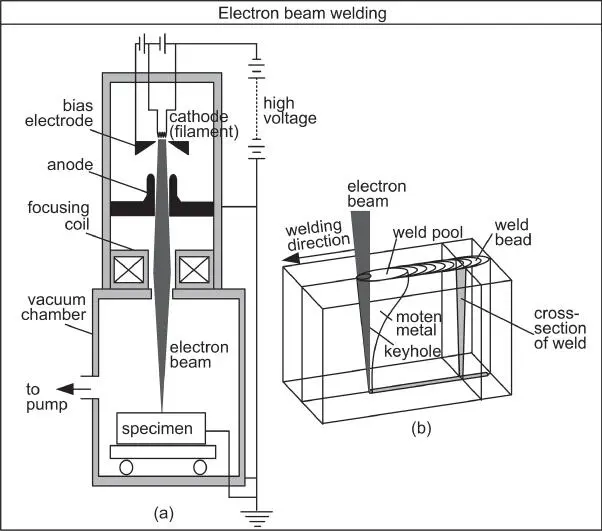
Figure 1.26Electron beam welding: (a) process; (b) keyhole.
Figure 1.27shows that the beam diameter decreases with decreasing ambient pressure [1]. Electrons are scattered when they hit air molecules, and the lower the ambient pressure, the less they are scattered. This is the main reason for EBW in a vacuum chamber.
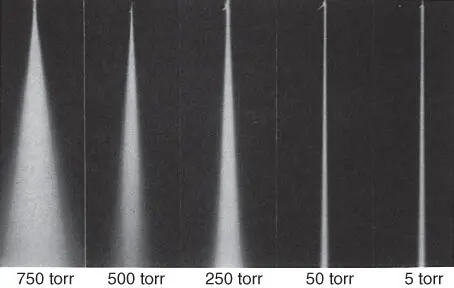
Figure 1.27Dispersion of electron beam at various ambient pressures [1].
Source : Welding Handbook , Vol. 3, 7th Edition, © American Welding Society.
The electron beam can be focused to diameters in the range of 0.3–0.8 mm and the resulting power density can be as high as 10 10W/m 2[1]. The very high‐power density makes it possible to vaporize the material and produce a deep‐penetrating keyhole and hence weld. Figure 1.28shows a single‐pass electron beam weld and a dual‐pass gas–tungsten arc weld in a 13‐mm‐thick (0.5‐in.) 2219 Al, the former being much narrower [16]. The energy required per unit length of the weld is much lower in the electron beam weld (1.5 kJ/cm or 3.8 kJ/in.) than in the gas–tungsten arc weld (22.7 kJ/cm or 57.6 kJ/in.).
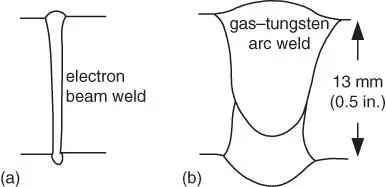
Figure 1.28Welds in 13‐mm‐thick 2219 aluminum: (a) electron beam weld; (b) gas–tungsten arc weld. Source : Farrell [16].
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Welding Metallurgy»
Представляем Вашему вниманию похожие книги на «Welding Metallurgy» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.












Обсуждение, отзывы о книге «Welding Metallurgy» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.