Sindo Kou - Welding Metallurgy
Здесь есть возможность читать онлайн «Sindo Kou - Welding Metallurgy» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: unrecognised, на английском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Welding Metallurgy
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Welding Metallurgy: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Welding Metallurgy»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
The new edition includes new theories/methods of Kou and coworkers regarding:
· Predicting the effect of filler metals on liquation cracking
· An index and analytical equations for predicting susceptibility to solidification cracking
· A test for susceptibility to solidification cracking and filler-metal effect
· Liquid-metal quenching during welding
· Mechanisms of resistance of stainless steels to solidification cracking and ductility-dip cracking
· Mechanisms of macrosegregation
· Mechanisms of spatter of aluminum and magnesium filler metals,
· Liquation and cracking in dissimilar-metal friction stir welding,
· Flow-induced deformation and oscillation of weld-pool surface and ripple formation
· Multicomponent/multiphase diffusion bonding
Dr. Kou’s
has been used the world over as an indispensable resource for students, researchers, and engineers alike. This new
is no exception.
Welding Metallurgy — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Welding Metallurgy», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Source : Lesnewich [8]. © Welding Research Council.
1.3.3.4 Advantages and Disadvantages
PAW has several advantages over GTAW. With a collimated arc, PAW is less sensitive to unintentional arc length variations during manual welding. The short arc length in GTAW can cause a welder to unintentionally touch the weld pool with the electrode tip and contaminate the weld metal with tungsten. However, PAW does not have this problem since the electrode is recessed in the nozzle. As already mentioned, the keyhole is a positive indication of full penetration, and it allows higher welding speeds to be used in PAW.
However, the PAW torch is more complicated. It requires proper electrode tip configuration and positioning, selection of correct orifice size for the application, and setting of both orifice and shielding gas flow rates. Because of the need for a control console, the equipment cost is higher in PAW than in GTAW. The equipment for variable‐polarity PAW is much more expensive than that for GTAW. It cleans off oxide films during DCEP.
1.3.4 Gas–Metal Arc Welding
1.3.4.1 The Process
GMAW is a process that melts and joins metals by heating them with an arc established between a continuously fed filler wire electrode and the metals, as shown in Figure 1.18. Shielding of the arc and the molten weld pool is often obtained by using inert gases such as argon and helium, and this is why GMAW is also called the metal–inert gas (MIG) welding process. Since noninert gases such as CO 2are also used, GMAW seems a more appropriate name. This is the most widely used arc welding process for aluminum alloys. Figure 1.19shows gas–metal arc welds of 5083 aluminum, one made with Ar shielding and the other with 75% He–25% Ar shielding [9]. Unlike in GTAW, DCEP is used in GMAW. A stable arc, smooth metal transfer with low spatter loss and good weld penetration can be obtained. With DCEN or AC, however, metal transfer can be erratic.
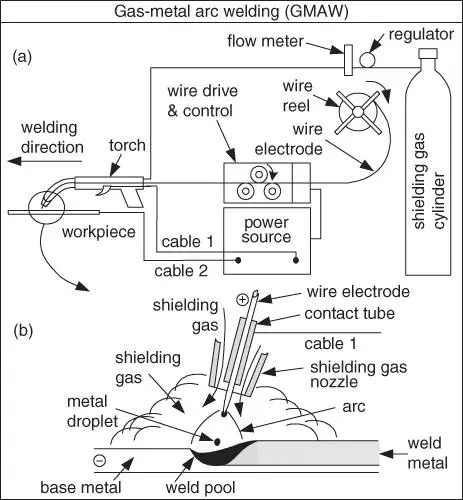
Figure 1.18Gas–metal arc welding: (a) overall process; (b) welding area enlarged.
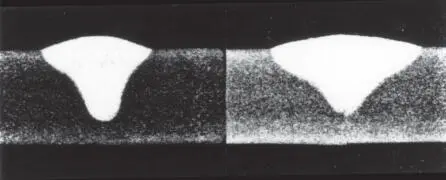
Figure 1.19Gas–metal arc welds in 6.4‐mm‐thick 5083 aluminum made with argon (left) and 75% He–25% Ar (right).
Source : Gibbs [9]. Welding Journal, December 1980, © American Welding Society.
1.3.4.2 Shielding Gases
Argon, helium, and their mixtures are used for nonferrous metals as well as stainless and alloy steels. The arc energy is less uniformly dispersed in an Ar arc than in a He arc because of the lower thermal conductivity of Ar. Consequently, the Ar arc plasma has a very high energy core and an outer mantle of lesser thermal energy. This helps produce a stable, axial transfer of metal droplets through an Ar arc plasma. The resultant weld transverse cross section is often characterized by a papillary‐ (nipple‐) type penetration pattern [10] such as that shown in Figure 1.19(left) and subsequently in Figure 16.3a. With pure He shielding, on the other hand, a broad, parabolic‐type penetration is often observed.
With ferrous metals, however, He shielding may produce spatter and Ar shielding may cause undercutting at the fusion lines. Adding O 2(e.g. 3%) or CO 2(e.g. 9%) to Ar can help reduce the problems. Carbon and low‐alloy steels are often welded with CO 2as the shielding gas (e.g. as shown subsequently in Fig. 5.16b), resulting in higher welding speed, greater penetration, and lower cost. In some applications, a relatively low voltage can be used to maintain a short buried arc to minimize spatter – that is, the electrode tip is actually below the workpiece surface [10].
1.3.4.3 Modes of Metal Transfer
The molten metal at the electrode tip can be transferred to the weld pool by three basic transfer modes: globular, spray, and short‐circuiting:
1 Globular transfer. Discrete metal drops close to or larger than the electrode diameter travel across the arc gap under the influence of gravity. Figure 1.20a shows globular transfer during GMAW of steel at 180 A and with Ar–2% O2 shielding [11]. Globular transfer is often not smooth and produces spatter. At a relatively low welding current globular transfer occurs regardless of the type of the shielding gas. With CO2 and He, however, it occurs at all usable welding currents. As already mentioned, a short buried arc can be used in CO2‐shielded GMAW of carbon and low‐alloy steels to minimize spatter.
2 Spray transfer. Above a critical current level, small discrete metal drops travel across the arc gap under the influence of the electromagnetic force at a much higher frequency and speed than in the globular mode. Figure 1.20b shows spray transfer during GMAW of steel at 320 A and with Ar–2% O2 shielding [11]. Spray transfer is much more stable and spatter free. The critical current level depends on the material and size of the electrode and the composition of the shielding gas. In the case of Figure 1.20, the critical current was found to be between 280 and 320 A [11].
3 Short‐circuiting transfer. The molten metal at the electrode tip is transferred from the electrode to the weld pool when it touches the pool surface, that is, when short circuiting occurs. Short‐circuiting transfer encompasses the lowest range of welding currents and electrode diameters. It produces a small and fast‐freezing weld pool that is desirable for welding thin sections, out‐of‐position welding (such as overhead‐position welding) and bridging large root openings in multiple‐pass butt welding with a V‐groove.
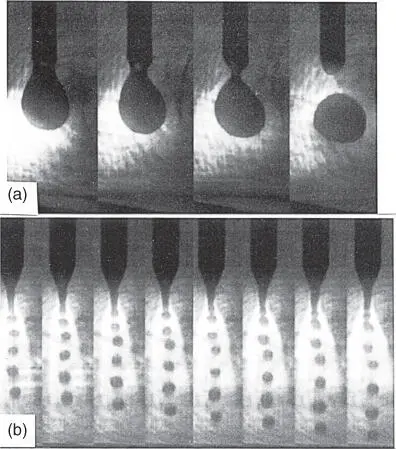
Figure 1.20Metal transfer during GMAW of steel with Ar–2% O 2shielding: (a) globular transfer at 180 A and 29 V shown at every 3 × 10 −3s; (b) spray transfer at 320 A and 29 V shown at every 2.5 × 10 −4s.
Source : Jones, Eagar and Lang [11]. Welding Journal, April 1998, © American Welding Society.
1.3.4.4 Advantages and Disadvantages
Like GTAW, GMAW can be very clean when using an inert shielding gas. The main advantage of GMAW over GTAW is the much higher deposition rate, which allows thicker workpieces to be welded at higher welding speeds. The dual‐torch and twin‐wire processes further increase the deposition rate of GMAW [12]. The skill to maintain a very short and yet stable arc as in GTAW is not required. However, GMAW guns can be bulky and difficult to reach small areas or corners.
1.3.5 Flux‐Cored Arc Welding
1.3.5.1 The Process
FCAW is similar to GMAW and the GMAW machines can be used. However, the wire electrode is flux cored rather than solid; that is, the electrode is a metal tube with flux wrapped inside. The functions of the flux are similar to those of the electrode covering in SMAW, including protecting the molten metal from air. The use of additional shielding gas is optional as shown in Figure 1.21.
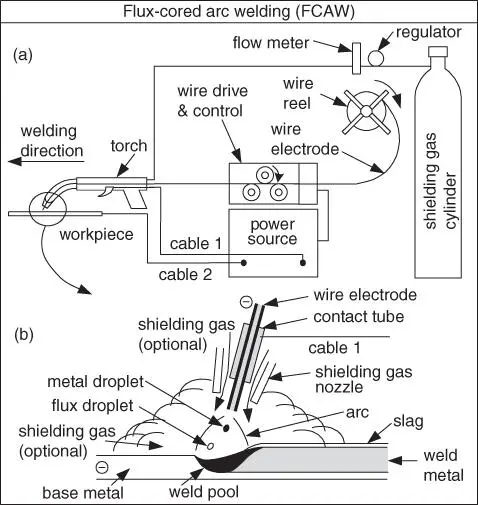
Figure 1.21Flux‐cored arc welding: (a) overall process; (b) welding area enlarged.
Figure 1.22compares gas shielding in several arc welding processes. In SMAW and FCAW, the decomposition of the flux produces the shielding gas right at the arc and next to the weld pool. Thus, even when welding in the presence of flowing air, such as winds in field welding, the shielding gas can still protect the molten metal reasonably well. In GMAW and GTAW, however, the shielding gas may be blown away by winds immediately after exiting the gas nozzle. The molten metal may not be protected effectively by the shielding gas.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Welding Metallurgy»
Представляем Вашему вниманию похожие книги на «Welding Metallurgy» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.












Обсуждение, отзывы о книге «Welding Metallurgy» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.