Sindo Kou - Welding Metallurgy
Здесь есть возможность читать онлайн «Sindo Kou - Welding Metallurgy» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: unrecognised, на английском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Welding Metallurgy
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Welding Metallurgy: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Welding Metallurgy»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
The new edition includes new theories/methods of Kou and coworkers regarding:
· Predicting the effect of filler metals on liquation cracking
· An index and analytical equations for predicting susceptibility to solidification cracking
· A test for susceptibility to solidification cracking and filler-metal effect
· Liquid-metal quenching during welding
· Mechanisms of resistance of stainless steels to solidification cracking and ductility-dip cracking
· Mechanisms of macrosegregation
· Mechanisms of spatter of aluminum and magnesium filler metals,
· Liquation and cracking in dissimilar-metal friction stir welding,
· Flow-induced deformation and oscillation of weld-pool surface and ripple formation
· Multicomponent/multiphase diffusion bonding
Dr. Kou’s
has been used the world over as an indispensable resource for students, researchers, and engineers alike. This new
is no exception.
Welding Metallurgy — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Welding Metallurgy», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
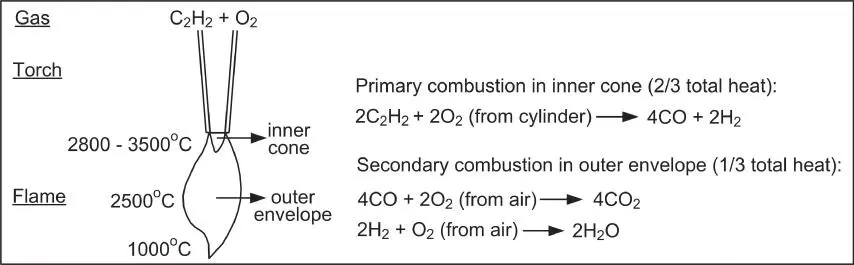
Figure 1.10Chemical reactions and temperature distribution in a neutral oxyacetylene flame.
1.2.2.2 Reducing Flame
When excess acetylene is used, the resulting flame is called a reducing flame. The combustion of acetylene is incomplete. As a result, a greenish acetylene feather between the inert cone and the outer envelope characterizes a reducing flame ( Figure 1.9b). This flame is reducing in nature and is good for welding aluminum alloys because aluminum oxidizes easily. It is also good for welding high‐carbon steels (also called carburizing flame in this case) because excess oxygen can oxidize carbon and form CO gas porosity in the weld metal.
1.2.2.3 Oxidizing Flame
When excess oxygen is used, the flame becomes oxidizing because of the presence of unconsumed oxygen. A short white inner cone characterizes an oxidizing flame ( Figure 1.9c). This flame is preferred when welding brass because copper oxide covers the weld pool and thus prevents zinc from evaporating from the weld pool.
1.2.3 Advantages and Disadvantages
The main advantage of the OAW process is that the equipment is simple, portable, and inexpensive. Therefore, it is convenient for maintenance and repair applications. However, due to its limited power density, the welding speed is very low and the total heat input per unit length of the weld is rather high, resulting in large heat‐affected zones (HAZs) and severe distortion. The OAW process is not recommended for welding reactive metals such as titanium and zirconium because of reactions with CO and H 2.
1.3 Arc Welding
1.3.1 Shielded Metal Arc Welding
SMAW is a process that melts and joins metals by heating them with an arc established between a sticklike covered electrode and the metals, as shown in Figure 1.11. It is often called stick welding. The electrode holder is connected through a welding cable to one terminal of the power source and the workpiece is connected through a second cable to the other terminal of the power source.
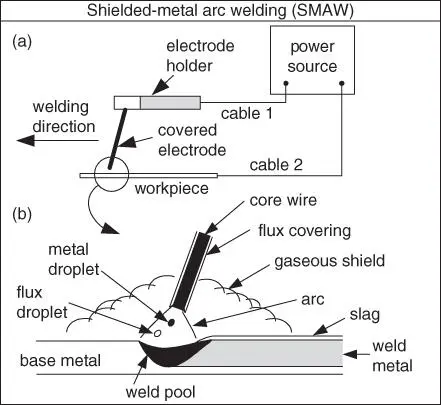
Figure 1.11Shielded metal arc welding: (a) overall process; (b) welding area enlarged.
The core of the covered electrode, the core wire, conducts the electric current to the arc and provides filler metal for the joint. For electrical contact, the top 1.5 cm of the core wire is bare and held by the electrode holder. The electrode holder is essentially a metal clamp with an electrically insulated outside shell for the welder to hold safely.
The heat of the arc causes both the core wire and the flux covering at the electrode tip to melt off as droplets. The molten metal collects in the weld pool and solidifies into the weld metal. The lighter molten flux, on the other hand, floats on the pool surface and solidifies into a slag layer covering the weld metal.
1.3.1.1 Functions of Electrode Covering
The covering of the electrode contains various chemicals and even metal powder in order to perform one or more of the functions described below:
Protection. The electrode covering provides a gaseous shield to protect the molten metal from air. For a cellulose‐type electrode, the covering contains cellulose, (C6H10O5)x. A large volume of gas mixture of H2, CO, H2O, and CO2 is produced when cellulose in the electrode covering is heated to decompose. For a limestone‐ (CaCO3‐) type electrode, on the other hand, CO2 gas and CaO slag form when the limestone decomposes. The limestone‐type electrode is a low‐hydrogen‐type electrode because it produces a gaseous shield low in hydrogen. It is often used for welding metals that are susceptible to hydrogen cracking, such as high‐strength steels.
Deoxidation. The electrode covering provides deoxidizers and fluxing agents to deoxidize and cleanse the weld metal. The solid slag formed also protects the already solidified but still hot weld metal from oxidation.
Arc stabilization. The electrode covering provides arc stabilizers to help maintain a stable arc. The arc is an ionic gas (a plasma) that conducts the electric current. Arc stabilizers are compounds that decompose readily into ions in the arc, such as potassium oxalate and lithium carbonate. The potassium and lithium ions increase the electrical conductivity of the arc and help the arc conduct the electric current more smoothly.
Metal addition. The electrode covering provides alloying elements and/or metal powder to the weld pool. The former helps control the composition of the weld metal while the latter helps increase the deposition rate.
1.3.1.2 Advantages and Disadvantages
The welding equipment is relatively simple, portable, and inexpensive as compared to other arc welding processes. For this reason, SMAW is often used for maintenance, repair, and field construction. However, the gas shield in SMAW is not clean enough for reactive metals such as aluminum and titanium. The deposition rate is limited by the fact that the electrode covering tends to overheat and fall off if excessively high welding currents are used. The limited length of the electrode (about 35 cm) requires electrode changing, and this further reduces the overall production rate.
1.3.2 Gas–Tungsten Arc Welding
1.3.2.1 The Process
GTAW is a process that melts and joins metals by heating them with an arc established between a nonconsumable tungsten electrode and the metals, as shown in Figure 1.12. For this reason, welding can be accomplished either with or without a filler metal. When a filler rod is needed, for instance, for joining thicker materials, it can be fed either manually or automatically into the arc. In most other arc welding processes, the electrode itself is a filler wire.
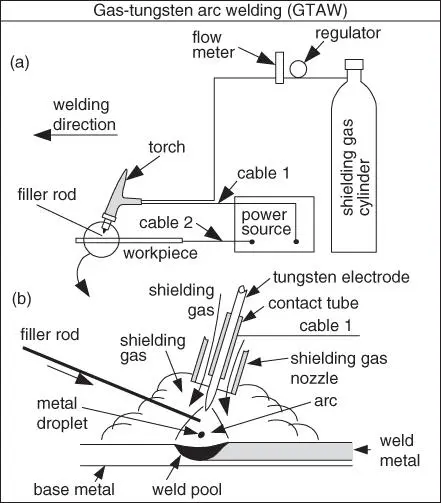
Figure 1.12Gas–tungsten arc welding: (a) overall process; (b) welding area enlarged.
The torch holding the tungsten electrode is connected to a shielding gas cylinder, as well as one terminal of the power source. The tungsten electrode is usually in contact with a water‐cooled copper tube, called the contact tube, which is connected to the welding cable (cable 1) from the terminal. This allows both the welding current from the power source to enter the electrode and the electrode to be cooled to prevent overheating. The workpiece is connected to the other terminal of the power source through a different cable (cable 2). The shielding gas goes through the torch body and is directed by a nozzle toward the weld pool to protect it from the air.
Protection of the liquid metal is much better in GTAW than in SMAW because an inert gas such as argon or helium is usually used as the shielding gas and because the shielding gas is directed toward the weld pool. For this reason, GTAW is also called tungsten–inert gas (TIG) welding. However, in special uses, a noninert gas can be added in a small quantity to the shielding gas. Therefore, GTAW seems a more appropriate name for this welding process.
1.3.2.2 Polarity
Figure 1.13shows three different polarities in GTAW [5], which are described next:
1 Direct‐current electrode negative(DCEN). This, also called the straight polarity, is the most common polarity in GTAW. The electrode is connected to the negative terminal of the power supply. As shown in Figure 1.13a, electrons are emitted from the tungsten electrode and accelerated while traveling through the arc. A significant amount of energy, called the work function, is required for an electron to be emitted from the electrode. When the electron enters the workpiece, an amount of energy equivalent to the work function is released. This is why in GTAW with DCEN more power (about two‐thirds) is located at the workpiece end of the arc and less (about one‐third) at the electrode end. Consequently, a relatively narrow and deep weld can be produced.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Welding Metallurgy»
Представляем Вашему вниманию похожие книги на «Welding Metallurgy» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.












Обсуждение, отзывы о книге «Welding Metallurgy» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.