Sindo Kou - Welding Metallurgy
Здесь есть возможность читать онлайн «Sindo Kou - Welding Metallurgy» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: unrecognised, на английском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Welding Metallurgy
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Welding Metallurgy: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Welding Metallurgy»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
The new edition includes new theories/methods of Kou and coworkers regarding:
· Predicting the effect of filler metals on liquation cracking
· An index and analytical equations for predicting susceptibility to solidification cracking
· A test for susceptibility to solidification cracking and filler-metal effect
· Liquid-metal quenching during welding
· Mechanisms of resistance of stainless steels to solidification cracking and ductility-dip cracking
· Mechanisms of macrosegregation
· Mechanisms of spatter of aluminum and magnesium filler metals,
· Liquation and cracking in dissimilar-metal friction stir welding,
· Flow-induced deformation and oscillation of weld-pool surface and ripple formation
· Multicomponent/multiphase diffusion bonding
Dr. Kou’s
has been used the world over as an indispensable resource for students, researchers, and engineers alike. This new
is no exception.
Welding Metallurgy — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Welding Metallurgy», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
2 Direct‐current electrode positive(DCEP). This is also called the reverse polarity. The electrode is connected to the positive terminal of the power source. As shown in Figure 1.13b, the heating effect of electrons is now at the tungsten electrode rather than at the workpiece, thus producing a shallow weld. Furthermore, a large‐diameter, water‐cooled electrode is preferred in order to prevent the electrode tip from melting. The positive ions of the shielding gas bombard the workpiece, as illustrated in Figure 1.14, knocking off oxide films and producing a clean weld surface. Therefore, DCEP can be used for welding thin sheets of strong oxide‐forming materials such as aluminum and magnesium, where deep penetration is not required.
3 Alternating current (AC). Reasonably good penetration and oxide cleaning action can both be obtained, as illustrated in Figure 1.13c. This is often used for welding aluminum alloys.
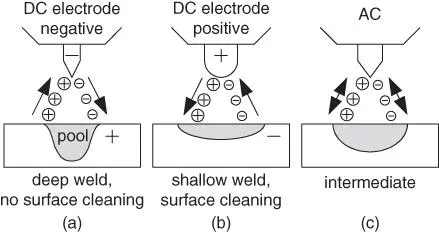
Figure 1.13Three different polarities in GTAW.
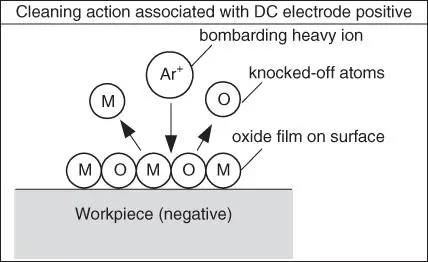
Figure 1.14Surface cleaning action in GTAW with DC electrode positive.
1.3.2.3 Electrodes
Tungsten electrodes with about 2% ceria (CeO 2), thoria (ThO 2, somewhat radioactive), or lanthana (La 2O 3) have better electron emissivity, current‐carrying capacity, and resistance to contamination than pure tungsten electrodes [3]. As a result, arc starting can be easier and the arc more stable. The electron emissivity refers to the ability of the electrode tip to emit electrons. A lower electron emissivity implies that the electrode tip temperature must be higher to emit electrons and hence the risk of melting the tip is also higher.
1.3.2.4 Shielding Gases
The ionization potential is the energy needed to ionize a gas [6]. As shown in Table 1.2, the ionization potentials for argon and helium are 15.7 and 24.5 eV (electron volts), respectively. Since it is easier to ionize argon than helium, the electrical conductivity is higher and the voltage drop across the arc is lower with argon. Also, since argon is heavier than helium, it offers better shielding and greater resistance to cross draft than helium. With DCEP or AC, argon also has a greater oxide cleaning action than helium. These advantages plus the lower cost of argon make it more attractive for GTAW than helium.
Table 1.2Ionization potentials for gases involved in arc welding.
| Gas | Chemical symbol | Ionization potential (eV) |
| Argon | Ar | 15.7 |
| Carbon dioxide | CO 2 | 14.4 |
| Helium | He | 24.5 |
| Hydrogen | H 2 | 13.5 |
| Nitrogen | N 2 | 14.5 |
| Oxygen | O 2 | 13.2 |
Because of the greater voltage drop across a helium arc than an argon arc, however, higher power inputs and greater sensitivity to variations in the arc length can be obtained with helium. The former allows the welding of thicker sections and the use of higher welding speeds. The latter, on the other hand, allows a better control of the arc length during automatic GTAW.
1.3.2.5 Advantages and Disadvantages
The limited heat input of GTAW makes it useful for welding thin gauges, repairing, or welding thick sections that need to be welded with many small passes to ensure good weld quality. Since the filler metal is not the electrode, it can be deposited without melting much of the base metal to dilute it. This is desirable in depositing a wear‐ or corrosion‐resistant layer on steels. It can also be used to weld butt joints of thin sheets by fusion alone – that is, without the addition of filler metals. This is called autogenous welding . Since the GTAW process is a very clean welding process, it can be used to weld reactive metals, such as titanium and zirconium, aluminum, and magnesium.
However, the deposition rate in GTAW is low. Excessive welding currents can cause melting of the tungsten electrode and results in brittle tungsten inclusions in the weld metal. However, by using preheated filler metals, the deposition rate can be improved. In the hot‐wire GTAW process, the wire is fed into and in contact with the weld pool so that resistance heating can be obtained by using a second power source to pass an electric current through the wire.
1.3.3 Plasma Arc Welding
1.3.3.1 The Process
PAW is an arc welding process that melts and joins metals by heating them with a constricted arc established between a tungsten electrode and the metals, as shown in Figure 1.15. It is similar to GTAW, but an orifice gas as well as a shielding gas is used. As shown in Figure 1.16, the arc in PAW is constricted or collimated because of the converging action of the orifice gas nozzle, and the arc expands only slightly with increasing arc length [5]. DCEN is normally used, but a special variable‐polarity PAW machine has been developed for welding aluminum, where the presence of tenacious aluminum oxide films prevents a keyhole from being established.
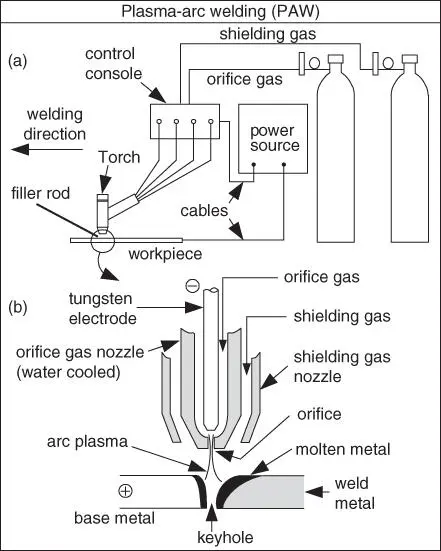
Figure 1.15Plasma arc welding: (a) overall process; (b) welding area enlarged and shown with keyholing.
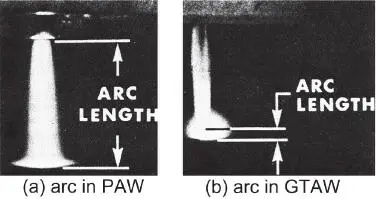
Figure 1.16Comparison between a gas–tungsten arc and a plasma arc [5].
Source : Welding Handbook, Vol. 2, 7th Edition, © American Welding Society.
1.3.3.2 Arc Initiation
The tungsten electrode sticks out of the shielding gas nozzle in GTAW ( Figure 1.12b), but it is recessed in the orifice gas nozzle in PAW ( Figure 1.15b). Consequently, arc initiation cannot be achieved by striking the electrode tip against the workpiece as in GTAW. The control console allows a pilot arc to be initiated, with the help of a high‐frequency generator, between the electrode tip and the water‐cooled orifice gas nozzle. The arc is then gradually transferred from between the electrode tip and the orifice gas nozzle to between the electrode tip and the workpiece.
1.3.3.3 Keyholing
In addition to the melt‐in mode adopted in conventional arc welding processes (such as GTAW), the keyholing mode can also be used in PAW in certain ranges of metal thickness (e.g. 2.5–6.4 mm). With proper combinations of the orifice gas flow, the travel speed, and the welding current, keyholing is possible. Keyholing is a positive indication of full penetration and it allows the use of significantly higher welding speeds than GTAW. For example, it has been reported [7] that PAW took one‐fifth to one‐tenth as long to complete a 2.5‐m‐long weld in 6.4‐mm‐thick 410 stainless steel as GTAW. GTAW requires multiple passes and is limited in welding speed. As shown in Figure 1.17, 304 stainless steel up to 13 mm (1/2 in.) thick can be welded in a single pass [8]. The wine‐cup‐shaped weld is common in keyholing PAW.
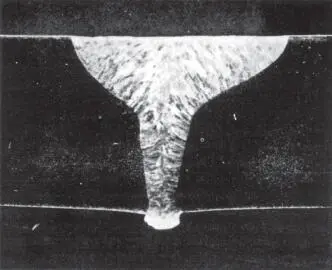
Figure 1.17A plasma arc weld made in 13‐mm‐thick 304 stainless steel with keyholing.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Welding Metallurgy»
Представляем Вашему вниманию похожие книги на «Welding Metallurgy» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.












Обсуждение, отзывы о книге «Welding Metallurgy» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.