Sindo Kou - Welding Metallurgy
Здесь есть возможность читать онлайн «Sindo Kou - Welding Metallurgy» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: unrecognised, на английском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Welding Metallurgy
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Welding Metallurgy: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Welding Metallurgy»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
The new edition includes new theories/methods of Kou and coworkers regarding:
· Predicting the effect of filler metals on liquation cracking
· An index and analytical equations for predicting susceptibility to solidification cracking
· A test for susceptibility to solidification cracking and filler-metal effect
· Liquid-metal quenching during welding
· Mechanisms of resistance of stainless steels to solidification cracking and ductility-dip cracking
· Mechanisms of macrosegregation
· Mechanisms of spatter of aluminum and magnesium filler metals,
· Liquation and cracking in dissimilar-metal friction stir welding,
· Flow-induced deformation and oscillation of weld-pool surface and ripple formation
· Multicomponent/multiphase diffusion bonding
Dr. Kou’s
has been used the world over as an indispensable resource for students, researchers, and engineers alike. This new
is no exception.
Welding Metallurgy — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Welding Metallurgy», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Under high welding speeds, weld porosity results when gas bubbles do not have enough time to escape from the deep weld pool. Materials containing high‐vapor‐pressure constituents, such as Pb‐containing alloys, are not recommended for EBW because evaporation of these constituents tends to foul the pumps or contaminate the vacuum system.
1.4.1.2 Advantages and Disadvantages
With a very‐high‐power density in EBW, full‐penetration keyholing is possible even in thick workpieces. Joints that require multiple‐pass arc welding can be welded in a single pass at a high welding speed. Consequently, the total heat input per unit length of the weld is much lower than that in arc welding, resulting in a very narrow HAZ and little distortion. Reactive and refractory metals can be welded because there is no air in vacuum to cause contamination. Some dissimilar metals can also be welded because the very rapid cooling in EBW can prevent the formation of coarse brittle intermetallic compounds. When welding parts vary greatly in mass and size, the ability of the electron beam to precisely locate the weld and form a favorably shaped fusion zone helps prevent excessive melting of the smaller part.
However, the equipment cost for EBW is very high. The requirement of high vacuum (10 −3–10 −6Torr) and X‐ray shielding is inconvenient and time consuming. For this reason, medium‐vacuum (10 −3–25 Torr) EBW and nonvacuum (1 atm) EBW have also been developed. In addition, the fine beam size requires precise fit‐up of the joint and alignment of the joint with the gun. As shown in Figure 1.29, residual and dissimilar metal magnetism can cause beam deflection and result in missed joints [17].
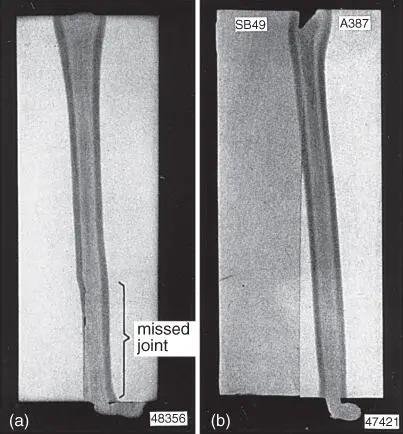
Figure 1.29Missed joints in electron beam welds in 150‐mm‐thick steels: (a) 2.25Cr–1Mo steel with a transverse flux density of 3.5 G parallel to joint plane; (b) SB (C─Mn) steel and A387 (2.25Cr–1Mo) steel.
Source : Blakeley and Sanderson [17]. Welding Journal, January 1984, © American Welding Society.
1.4.2 Laser Beam Welding
1.4.2.1 The Process
LBW is a process that melts and joins metals by heating them with a laser beam. The laser beam can be produced either by a solid‐state laser or a gas laser. In either case, the laser beam can be focused and directed by optical means to achieve high power densities. In a solid‐state laser, a single crystal is doped with small concentrations of transition elements or rare earth elements. For instance, in a YAG laser the crystal of yttrium‐aluminum‐garnet (YAG) is doped with neodymium. The electrons of the dopant element can be selectively excited to higher energy levels upon exposure to high‐intensity flash lamps, as shown in Figure 1.30a. Lasing occurs when these excited electrons return to their normal energy state, as shown in Figure 1.30b. The power level of solid‐state lasers has improved significantly, and continuous YAG lasers of 3 or even 5 kW have been developed. YAG laser has a wavelength is 1.06 μm, and it can be transmitted through fiber glass bundles.
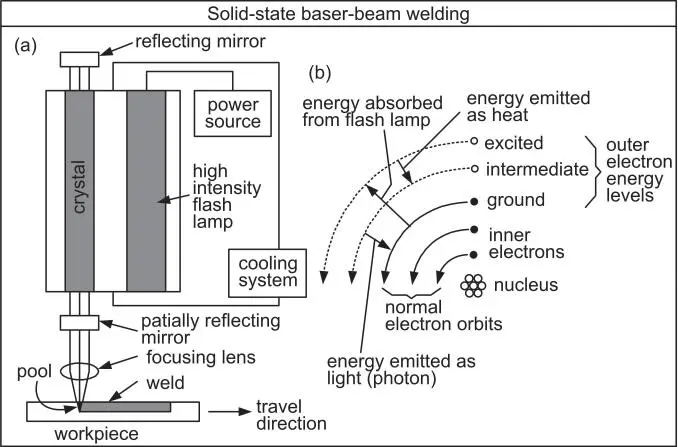
Figure 1.30Laser beam welding with solid‐state laser: (a) process; (b) energy absorption and emission during laser action.
Source : Welding Handbook [1]. Welding Handbook, Vol. 3, 7th Edition, © American Welding Society.
In a CO 2laser, a gas mixture of CO 2, N 2, and He is continuously excited by electrodes connected to the power supply and lases continuously. The CO 2laser has a wavelength of 10.6 μm, too long to be transmitted through fiberglass bundles. Higher power can be achieved by a CO 2laser than a solid‐state laser, for instance, 15 kW. Figure 1.31a shows LBW in the keyholing mode. Figure 1.31b shows a weld in a 13‐mm‐thick A633 steel made with a 15‐kW CO 2laser at 20 mm/s [18].

Figure 1.31Keyhole laser‐beam welding: (a) process; (b) CO 2‐laser weld in 13‐mm‐thick A633 steel.
Besides solid‐state and gas lasers, semiconductor‐based diode lasers and fiber lasers have also been developed. Diode lasers of 2.5 kW power and 1 mm focus diameter have been demonstrated [19]. Conduction‐mode (surface melting) welding can produce full‐penetration welds with a depth–width ratio of 3 : 1 or better in 3‐mm‐thick sheets. Fiber lasers, on the other hand, can provide highly focused laser beams. The wavelength is 1.06 μm [20].
1.4.2.2 Reflectivity
The very high reflectivity of a laser beam by the metal surface is well‐known in LBW. As much as about 95% of the CO 2beam power can be reflected by a highly polished metal surface. Reflectivity is slightly lower with a YAG laser beam due to its lower wavelength. Surface modifications such as roughening, oxidizing, and coating can reduce reflectivity significantly [21]. Once keyholing is established, absorption is high because the beam is trapped inside the keyhole by internal reflection.
1.4.2.3 Shielding Gas
A plasma (an ionic gas) is produced during LBW, especially at high power levels, due to ionization of metal vapor by the laser beam. The plasma can absorb and scatter the laser beam and reduce the depth of penetration significantly. It is therefore necessary to remove or suppress the plasma [22]. The shielding gas for protecting the molten metal can be directed sideways to blow and deflect the plasma away from the beam path. Helium is often preferred to argon as the shielding gas for high‐power LBW because of greater penetration depth [23].
Since the ionization energy of helium (24.5 eV) is higher than that of argon (15.7 eV), helium is less likely to be ionized and become part of the plasma than argon. However, helium is lighter than air and is thus less effective in displacing air from the beam path. He‐10% Ar shielding has been found to improve penetration over pure He at high‐speed welding where a light shielding gas may be less able to displace air from the beam path [24].
1.4.2.4 Laser‐Assisted Arc Welding
As shown in Figure 1.32, laser‐assisted gas metal arc welding (LAGMAW) has demonstrated significantly greater penetration than conventional GMAW [25]. In addition to direct heating, the laser beam acts to focus the arc by heating its path through the arc. This increases ionization and hence the conductivity of the arc along the beam path and helps focus the arc energy along the path. It has been suggested that combining the arc power with a 5‐kW CO 2laser, LAGMAW has the potential to achieve weld penetration in mild steel equivalent to that of a laser 20–25 kW in power [25]. Albright et al. [26] have shown that a lower power CO (not CO 2) laser of 7 W and 1 mm diameter can initiate, guide, and focus an Ar‐1% CO gas−tungsten arc.
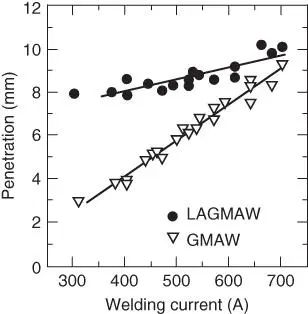
Figure 1.32Weld penetration in GMAW and laser‐assisted GMAW using CO 2laser at 5.7 kW.
Source : Hyatt et al. [25]. Welding Journal, July 2001, © American Welding Society.
1.4.2.5 Advantages and Disadvantages
Like EBW, LBW can produce deep and narrow welds at high welding speeds, with a narrow HAZ and little distortion of the workpiece. (Penetration depth can be up to about 20 mm, far less than in EBW.) It can be used for welding dissimilar metals or parts varying greatly in mass and size. Unlike EBW, however, vacuum and X‐ray shielding are not required in LBW. However, the reflectivity of a laser beam can be high. As with EBW, the equipment cost is very high, and precise joint fit‐up and alignment are required.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Welding Metallurgy»
Представляем Вашему вниманию похожие книги на «Welding Metallurgy» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.












Обсуждение, отзывы о книге «Welding Metallurgy» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.