Ulrike Kuhlmann - Stahlbau-Kalender 2021
Здесь есть возможность читать онлайн «Ulrike Kuhlmann - Stahlbau-Kalender 2021» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: unrecognised, на немецком языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Stahlbau-Kalender 2021
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Stahlbau-Kalender 2021: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Stahlbau-Kalender 2021»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Stahlbau-Kalender 2021 — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Stahlbau-Kalender 2021», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Bild 7.2.Versagensformen von Anschlüssen mit KHP-Bauteilen
(5) Obwohl im Allgemeinen die Tragfähigkeit von Anschlüssen mit korrekt ausgeführten Schweißnähten bei Zugbeanspruchung größer ist als bei Druckbeanspruchung, wird die Tragfähigkeit eines Anschlusses auf der Grundlage der Strebenbeanspruchbarkeit auf Druck bestimmt, um möglicherweise auftretende größere örtliche Verformungen oder eine Abminderung der Rotations- oder Deformationskapazität zu vermeiden.
7.3 Schweißnähte
7.3.1 Tragfähigkeit
(1)P Die Schweißnähte, welche die Streben mit den Gurtstäben verbinden, müssen so bemessen werden, dass sie ausreichende Tragfähigkeit bei nichtlinearen Spannungsverteilungen und ausreichendes Deformationsvermögen für die Umlagerung von Biegemomenten aufweisen.
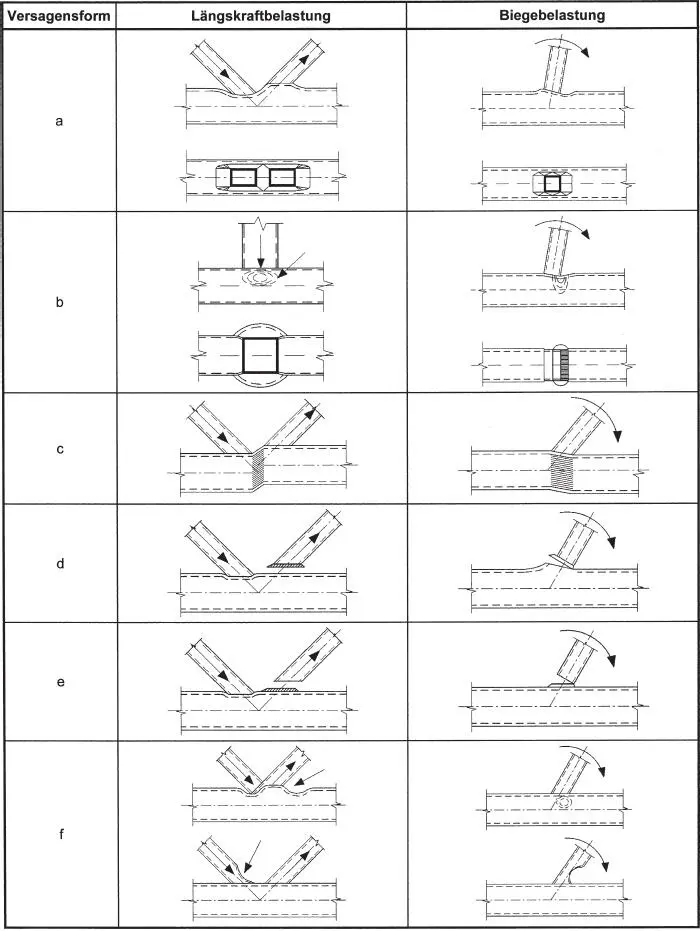
Bild 7.3.Versagensformen von Anschlüssen mit RHP-Bauteilen
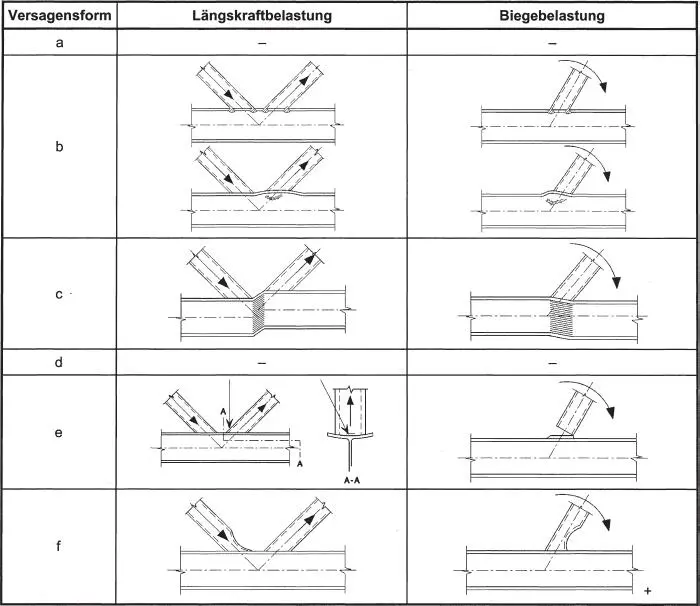
Bild 7.4.Versagensformen von Anschlüssen von KHP- und RHP-Streben an Gurtstäbe mit I- oder H-Querschnitten
(2) In geschweißten Anschlüssen von Hohlprofilen sind die Schweißnähte in der Regel über den ganzen Umfang des Hohlprofilquerschnitts als durchgeschweißte Stumpfnähte, Kehlnähte oder als Kombinationen von beiden auszuführen. Jedoch braucht in Anschlüssen mit teilweiser Überlappung der nicht sichtbare Bereich der Verbindung nicht verschweißt zu werden, wenn die Längskräfte in den Streben derart ausgewogen sind, dass ihre Kraftkomponenten rechtwinklig zur Gurtstabachse um nicht mehr als 20 % differieren.
(3) Typische Schweißnahtdetails sind in der Bezugsnormengruppe 7 in 1.2.7dargestellt.
(4) Die Tragfähigkeit der Schweißnaht je Längeneinheit am Umfang einer Strebe sollte normalerweise nicht kleiner als die Zugtragfähigkeit des Bauteilquerschnitts je Längeneinheit am Umfang sein.
(5) Die erforderliche Schweißnahtdicke ist in der Regel nach Abschnitt 4zu bestimmen.
Zu 7.3.1(4)
Mit dieser Forderung wird ein vorzeitiges, sprödes Versagen der Schweißnähte im Anschluss verhindert und insbesondere bei zugbeanspruchten Querschnittsteilen mit ungleichmäßigen Spannungsverteilungen sichergestellt, dass eine Umverteilung der Spannungen durch Fließen zu weniger beanspruchten Querschnittsteilen ermöglicht wird, ohne ein vorzeitiges Versagen der Schweißnähte.
Nach [43] ergeben sich in Abhängigkeit von der Wanddicke t ider Hohlprofilstreben und der Stahlgüte folgende Mindestnahtdicken für umlaufend auszuführende Schweißnähte:
| S235 | min a ≥ 0,92 t i | für | f y i= 235 N/mm² |
| S275 | min a ≥ 0,96 t i | für | f y i= 275 N/mm² |
| S355 | min a ≥ 1,10 t i | für | f y i= 355 N/mm² |
| S420 | min a ≥ 1,42 t i | für | f y i= 420 N/mm² |
| S460 | min a ≥ 1,48 t i | für | f y i= 460 N/mm² |
Wird die Mindestnahtdicke unterschritten oder kann nicht umlaufend geschweißt werden, ist nach 7.3.1(6) neben der Tragfähigkeit auch die Verformungs- und Rotationskapazität der Schweißnaht nachzuweisen!
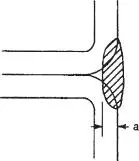
Bild 7.5.Schweißnahtdicke von Hohlkehlnähten bei Rechteckhohlprofilen
(6) Das in 7.3.1(4) genannte Kriterium braucht nicht beachtet zu werden, wenn die Wirksamkeit einer kleineren Schweißnaht im Hinblick auf die Tragfähigkeit, Verformungs- und Rotationskapazität unter Berücksichtigung einer möglichen Begrenzung der wirksamen Schweißnahtlänge nachgewiesen werden kann.
(7) Für Rechteckhohlprofile (RHP) ist die Definition der Schweißnahtdicke von Hohlkehlnähten in Bild 7.5 dargestellt.
(8) Zum Schweißen in kaltgeformten Bereichen, siehe 4.14.
7.4 Geschweißte Anschlüsse von KHP-Bauteilen
7.4.1 Allgemeines
(1) Liegen die geometrischen Abmessungen von Anschlüssen innerhalb des Gültigkeitsbereiches von Tabelle 7.1, dürfen die Tragfähigkeiten von geschweißten Anschlüssen von KHP-Bauteilen nach 7.4.2und 7.4.3bestimmt werden.
(2) Liegen die geschweißten Anschlüsse innerhalb des Gültigkeitsbereiches nach Tabelle 7.1, braucht nur Flanschversagen des Gurtstabes und Durchstanzen betrachtet zu werden. Die Tragfähigkeit eines Anschlusses ist durch den kleinsten Wert definiert.
(3) Bei Anschlüssen außerhalb des Gültigkeitsbereiches nach Tabelle 7.1 sollten alle Versagensformen untersucht werden, die in 7.2.2aufgelistet sind. Zusätzlich sollten in diesem Fall bei der Bemessung der Anschlüsse die Sekundärmomente, die sich aus ihrer Rotationssteifigkeit ergeben, berücksichtigt werden.
7.4.2 Ebene Anschlüsse
(1)P Werden die Streben an den Anschlüssen nur durch Längskräfte beansprucht, dürfen die Bemessungswerte der einwirkenden Schnittgrößen N i,Eddie Bemessungswerte der Tragfähigkeiten N i,Rd, die in Tabelle 7.2, Tabelle 7.3 oder Tabelle 7.4 angegeben sind, nicht überschreiten.
(2) Werden die Streben an den Anschlüssen durch Biegemomente und Längskräfte beansprucht, ist in der Regel die folgende Interaktionsbedingung zu erfüllen :
Tabelle 7.1.Gültigkeitsbereich für geschweißte Anschlüsse von KHP-Streben an KHP-Gurtstäbe
| Durchmesserverhältnis | 0,2 ≤ d i/ d 0≤ 1,0 | |
| Gurtstäbe | Zug | 10 ≤ d 0/ t 0≤ 50 (allgemein), jedoch : 10 ≤ d 0/ t 0≤40 (für X-Anschlüsse) |
| Druck | Klasse 1 oder 2 und10 ≤ d 0/ t 0≤ 50 (allgemein), jedoch : 10 ≤ d 0/ t 0≤40 (für X-Anschlüsse) | |
| Streben | Zug | d i/ t i≤ 50 |
| Druck | Klasse 1 oder 2 | |
| Überlappung | 25 % ≤ λ ov≤ λ ov,lim, siehe 7.1.2(6) | |
| Spalt | g ≥ t 1+ t 2 |
(7.3) 
Dabei ist
| M ip,i,Rd | die Momententragfähigkeit des Anschlusses in der Ebene des Fachwerks; |
| M ip,i,Ed | das einwirkende Biegemoment in der Ebene des Fachwerks; |
| M op,i,Rd | die Momententragfähigkeit des Anschlusses rechtwinklig zur Ebene des Fachwerks; |
| M op, i ,Ed | das einwirkende Biegemoment rechtwinklig zur Ebene des Fachwerks. |
Zu 7.4.2, Gleichung (7.3)
Wirken neben Längskräften und Biegemomenten in ebenen Anschlüssen aus Kreis-Hohlprofilen noch Querkräfte
V Ed> 0,5 V pl,Rd
sollte nach [K31] die Streckgrenze für die Ermittlung der Normalkraft- und Momententragfähigkeit wie folgt reduziert werden :
Auch für räumliche Knoten aus KHP-Profilen, deren Tragfähigkeit unter Berücksichtigung eines Abminderungsbeiwertes μ nach Abschnitt 7.4.3, mit den Grundgleichungen für ebene Anschlüsse berechnet wird, ist die Abminderung der Streckgrenze bei kombinierten Längskräften und Biegemomenten erforderlich, sofern die im Anschluss wirkenden Querkräfte nicht als gering eingestuft werden können ( V Ed≤ 0,5 V pl,Rd).
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Stahlbau-Kalender 2021»
Представляем Вашему вниманию похожие книги на «Stahlbau-Kalender 2021» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.











Обсуждение, отзывы о книге «Stahlbau-Kalender 2021» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.