José Agustín Cruelles Ruíz - Mejora de métodos y tiempos de fabricación
Здесь есть возможность читать онлайн «José Agustín Cruelles Ruíz - Mejora de métodos y tiempos de fabricación» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: unrecognised, на испанском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Mejora de métodos y tiempos de fabricación
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Mejora de métodos y tiempos de fabricación: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Mejora de métodos y tiempos de fabricación»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Mejora de métodos y tiempos de fabricación — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Mejora de métodos y tiempos de fabricación», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Programación de la producción y determinación de plazos de entrega.
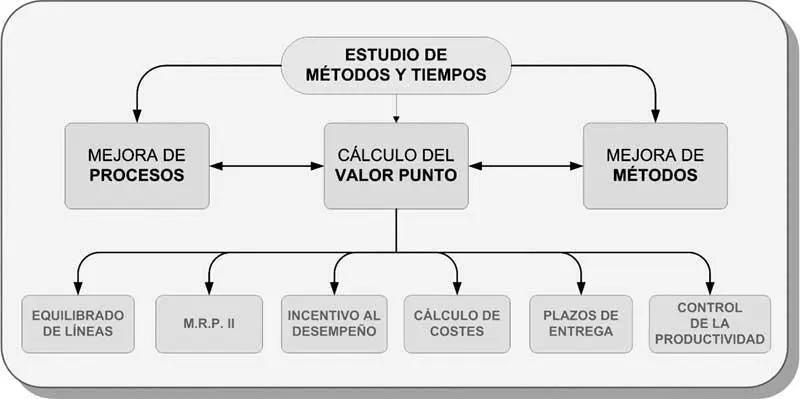
Figura 1.1
El objetivo fundamental de este curso es enseñar al alumno a:
1 Elaborar un estudio de métodos y tiempos de cualquier tipo de tarea.
2 Mejorar los métodos de trabajo.
El procedimiento de trabajodefine cualitativamente la tarea, y el estudio de métodos y tiemposlo hace cuantitativamente. Se trata de plasmar toda la casuística de la tarea para calcular los tiempos estándar de todos los productos sin necesidad de medirlos directamente.

A continuación se muestra un ejemplo de un estudio de métodos y tiempos de la tarea «Cortar tira de aislante en sierra».
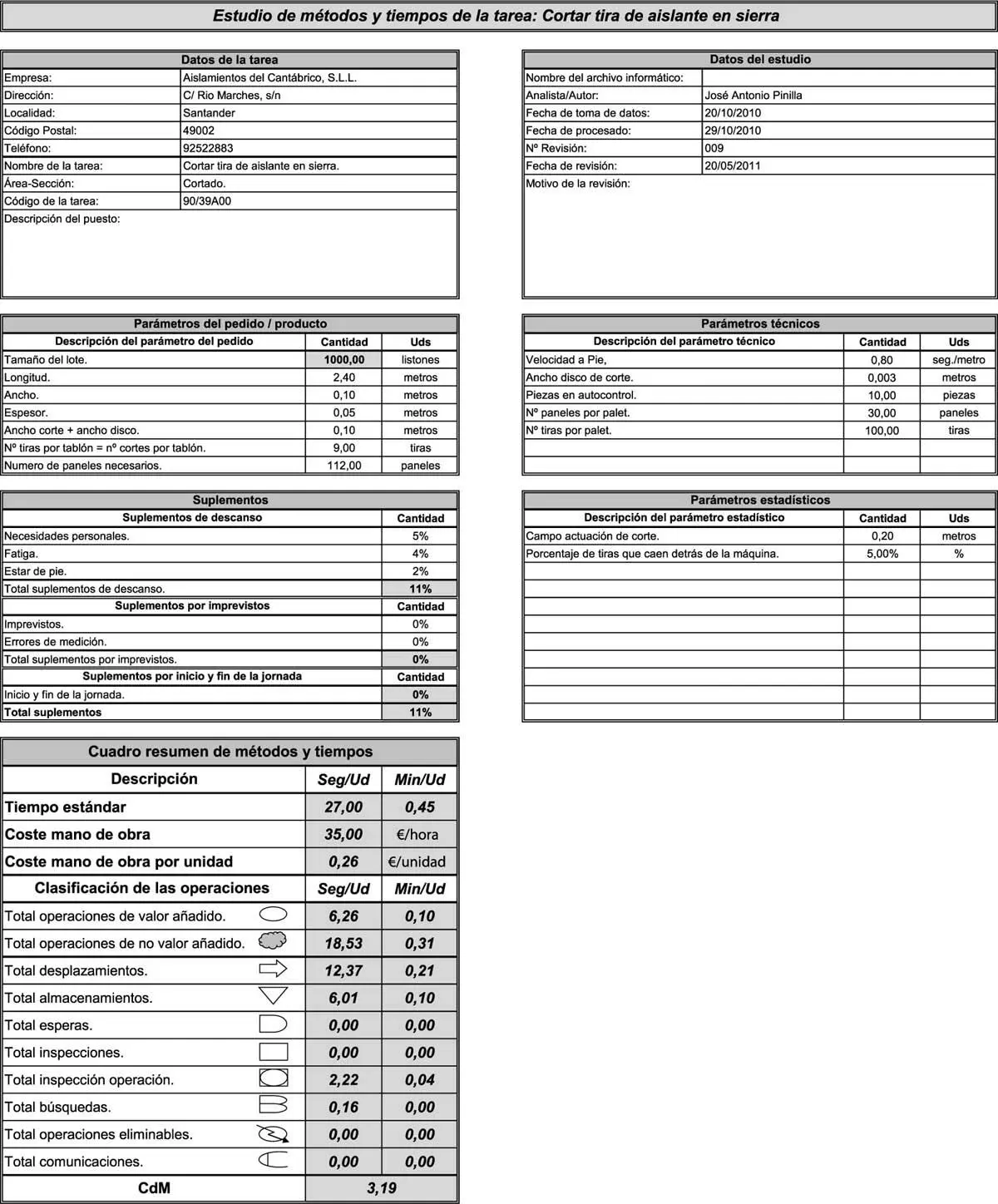
Figura 1.2a
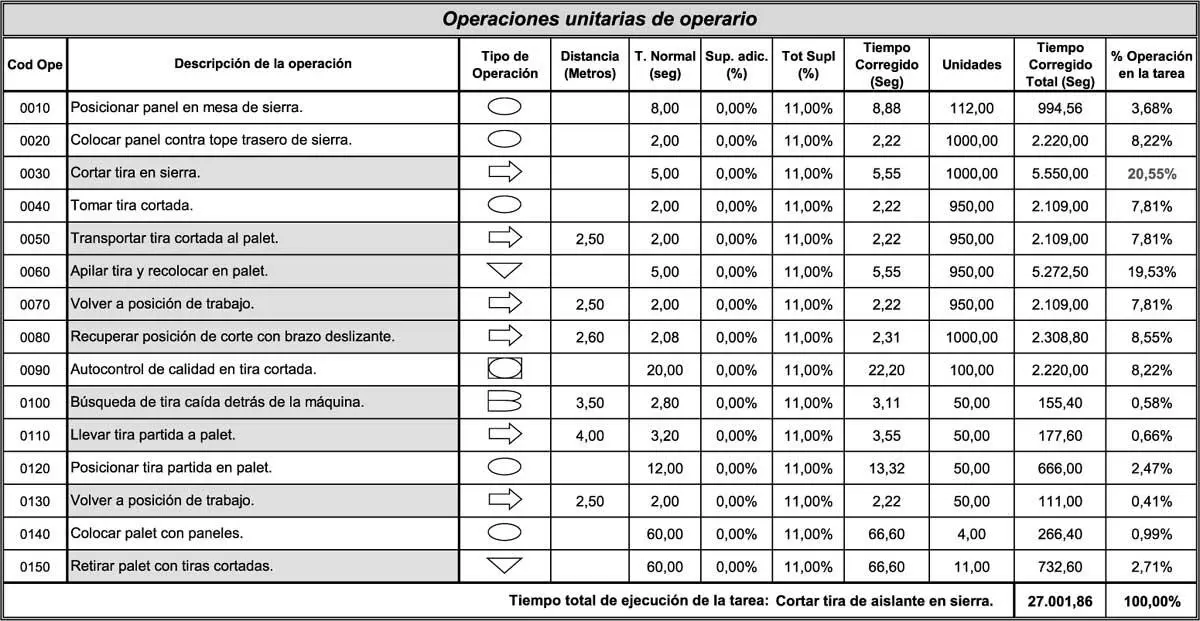
Figura 1.2b
Seguidamente se puede ver el procedimiento de trabajo. El estudio de métodos y tiempos es una cuantificación del procedimiento de trabajo. Los códigos de las operaciones del diagrama de tiempos corresponden a cada una de las operaciones definidas en el diagrama de tiempos.
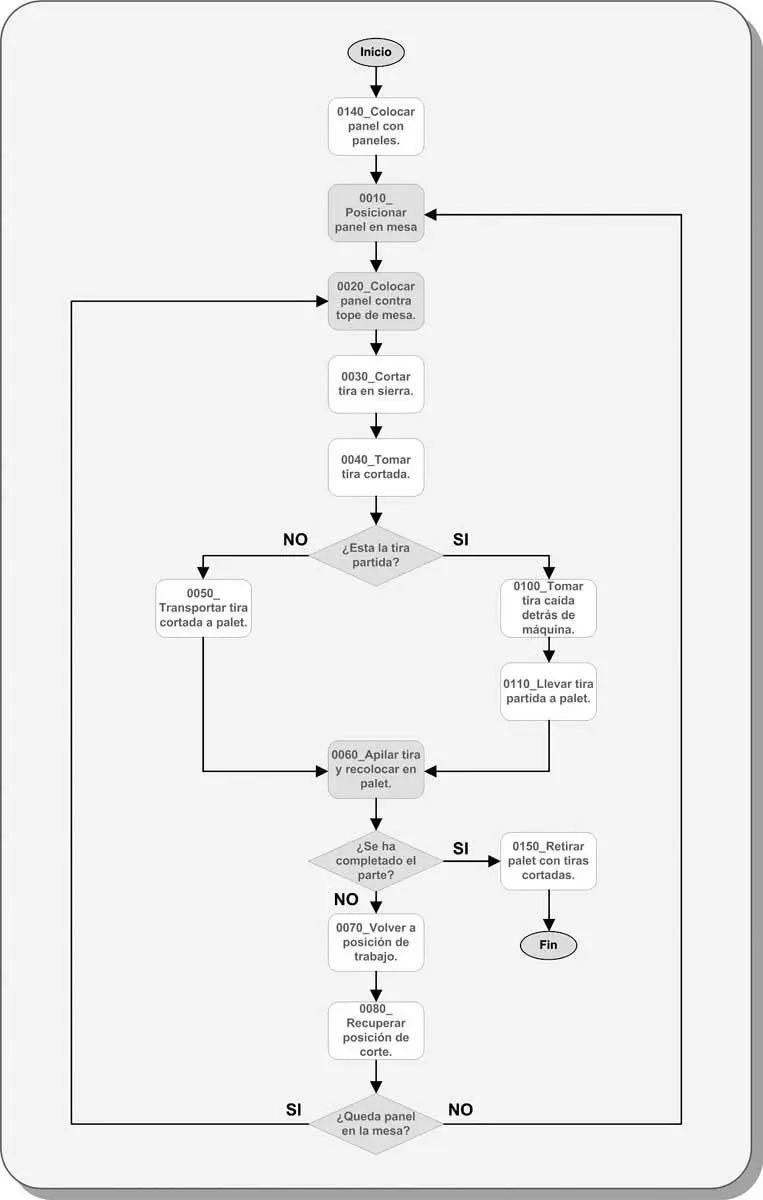
Figura 1.3
1.2. Estructuración del libro
Vista la introducción, el curso comienza explicando las diferentes metodologías que existen para medir tiempos, centrándose en el Sistema Bedaux, ya que sobre este sistema se desarrollará parte del resto de contenidos.
En el capítulo 3 se trata el estudio de métodos y tiempos y todos los pasos que hay que seguir hasta calcular el tiempo total de ejecución de una tarea.
En el capítulo 4 se describen aplicaciones particulares del estudio de tiempos: trabajos en línea, trabajos simultáneos (con varios intervinientes, ya sean operarios o máquinas). El capítulo 5 describe los estudios de métodos y tiempos parametrizados y fórmulas de tiempo.
En el capítulo 6 se trata el análisis y mejora de métodos, se muestra cómo definir un método y, una vez analizado con las diversas herramientas disponibles, llegar a implantarlo. En el capítulo 7 se estudian casos prácticos de mejoras de método para tareas con varios intervinientes (trabajos en cadena y trabajos con máquinas), y cómo estas mejoras producen reducciones en el tiempo total de ejecución de las tareas.
En el capítulo 8 se describe otro estudio de métodos singular, el cambio de formato de máquinas que, por su relevancia, merece un capítulo aparte. Se trata de la mejora de tiempos de cambio de máquina y de formato, conocido como SMED.
En el siguiente capítulo, el número 9, se explican los beneficios que aporta la Ergonomía, mejorando la productividad de una empresa y mejorando la calidad del puesto de trabajo, haciéndolo más sencillo y seguro.
En el capítulo 10 se trata un aspecto muy importante en relación a los estudios de tiempos: el control de la productividad. Un estudio de tiempos sin el correcto control no puede implantarse y se hace necesario dar unas nociones acerca de esta materia, ya que sin ella el estudio de tiempos es solo eso, un estudio, pero nunca podrá ser realidad.
Al final del curso se añaden anexos con información de utilidad para el desarrollo de este trabajo, tales como tablas de suplementos de descanso, extractos de convenios laborales, etc.
Una vez que el alumno haya cursado la totalidad del curso, podrá solicitar vía e-mail el examen del curso, que consistirá en dar respuesta a una serie de preguntas y en realizar el estudio de tiempos de uno de los videos de los que consta el curso.
Los relatos que se incluyen están basados en casos reales, con nombres y sectores de empresas ficticios. En la mayoría de los casos estos han sido modificados con fines pedagógicos.
Capítulo 2
Sistemas de medición de tiempos
2.1. Estimación
2.2. Datos históricos
2.3. Tablas de datos normalizados
2.4. Sistemas de tiempos predeterminados (MTM)
2.5. Medida de los tiempos por muestreo
2.6. Sistema Bedaux
Existen distintas técnicas aplicadas a la medición del trabajo. A continuación se explicará brevemente el modo de proceder de cada una de ellas.
2.1. Estimación
Esta técnica se efectúa mediante la observación directa de la tarea que va a ser objeto de estudio. Debe ser realizada por un técnico con experiencia.
Se debe utilizar únicamente:
Para mediciones poco repetitivas. Por ejemplo, el cambio de rodamientos de una máquina que se realiza una vez al año.
Para procesos de trabajo en los que no resulte rentable aplicar un procedimiento más exhaustivo y por lo tanto, más costoso. Por ejemplo, en la determinación de tiempos de remachar adornos en zapatos terminados hay una gran variedad de adornos y los modelos cambian cada 6 meses.
A continuación, se muestra en un cuadro resumen las ventajas e inconvenientes del uso de esta técnica o sistema de medición del trabajo:
| Ventajas | Inconvenientes |
| 1. Ahorro de costes derivado de la no realización de nuevos estudios de tiempos para cada proceso nuevo o cualquier modificación de los ya existentes.2. Evitar las interrupciones originadas por el estudio de tiempos.3. Calcular tiempos estándar para nuevas tareas antes de que sean realizadas.4. Si se utilizan tiempos de estudio previos que están siendo aplicados hay una mayor garantía de que los valores sean correctos y aceptables, tanto para los trabajadores como para la dirección de la empresa. | 1. Puede que los tiempos calculados no tengan la exactitud deseada, sobre todo si hay muchos elementos que no se encuentran en la tabla. Como consecuencia de lo anterior, si tenemos pocos elementos estándar con sus tiempos respectivos, esta técnica no es viable.2. Como normalmente las condiciones de una empresa varían con respecto a las de otras, es poco aconsejable emplear datos de otras compañías. |
2.2. Datos históricos
Esta técnica se fundamenta en la determinación de los tiempos estándar a partir de los datos obtenidos en trabajos similares, o como consecuencia de la comparación con otros tiempos ya conocidos, siendo posible su deducción a partir de ellos.
El uso de datos históricos es tal vez uno de los enfoques más pasados por alto para la medición del trabajo. Esta situación se debe a que los métodos no se controlan con datos históricos, y por lo tanto sería imposible establecer un estándar en el sentido usual de la palabra.
Para medir el trabajo sobre la base de datos históricos, cada empleado o el supervisor registran el tiempo requerido para realizar cada operación. Por ejemplo, si la operación es perforar cierto tipo de agujero en 100 piezas, se registrará el tiempo por pieza. Posteriormente, si el trabajo se realiza otra vez, se registrará también el tiempo por pieza y se comparará con los datos anteriores. De esta forma es posible mantener en control continuo el tiempo requerido por unidad de trabajo y controlar también las desviaciones del promedio histórico.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Mejora de métodos y tiempos de fabricación»
Представляем Вашему вниманию похожие книги на «Mejora de métodos y tiempos de fabricación» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.






Обсуждение, отзывы о книге «Mejora de métodos y tiempos de fabricación» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.