Sindo Kou - Welding Metallurgy
Здесь есть возможность читать онлайн «Sindo Kou - Welding Metallurgy» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: unrecognised, на английском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Welding Metallurgy
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Welding Metallurgy: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Welding Metallurgy»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
The new edition includes new theories/methods of Kou and coworkers regarding:
· Predicting the effect of filler metals on liquation cracking
· An index and analytical equations for predicting susceptibility to solidification cracking
· A test for susceptibility to solidification cracking and filler-metal effect
· Liquid-metal quenching during welding
· Mechanisms of resistance of stainless steels to solidification cracking and ductility-dip cracking
· Mechanisms of macrosegregation
· Mechanisms of spatter of aluminum and magnesium filler metals,
· Liquation and cracking in dissimilar-metal friction stir welding,
· Flow-induced deformation and oscillation of weld-pool surface and ripple formation
· Multicomponent/multiphase diffusion bonding
Dr. Kou’s
has been used the world over as an indispensable resource for students, researchers, and engineers alike. This new
is no exception.
Welding Metallurgy — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Welding Metallurgy», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
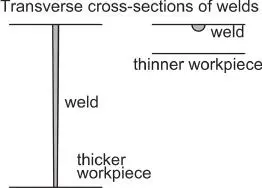
Figure E2.2Transverse cross‐sections of welds.
Answer:
1 (a) No, with 2D heat flow the temperature distribution changes little in the depth direction.
2 (b) With 3D heat flow, the temperature distribution changes significantly in the depth direction.
3 (c) 2D equation works better because the weld width is essentially uniform in the depth direction, suggesting 2D heat flow.
4 (d) 3D equation works better because the weld width changes significantly in the depth direction, suggesting 3D heat flow.
5 (e) Increasing preheating temperature increases the weld width but decreases the cooling rate.
Example 2.3Consider the transverse cross‐section of the weld pool based on Rosenthal's 3D heat flow equation. What is the shape of the transverse cross‐section of a weld based on Rosenthal's 3D equation?
Answer:
From Rosenthal's 3D equation
(2.20) 
At a fixed value of x , x = c , where c is a constant. For a given material under a given welding condition, T o , k, Q, V , and α are all constant. Furthermore, T = T m(the melting point) at the fusion boundary. Therefore, everything in Eq. (2.20) is constant, and the radial distance R between the origin and a point at the fusion boundary must, therefore, also be constant.
(2.21) 
Since R and x are both constant, y 2+ z 2= constant. Thus, the transverse cross‐section of the weld pool is round. In reality, however, the transverse cross‐section of a bead‐on‐plate weld is often not round, even when the plate is very thick.
References
1 1 Kou, S. and Le, Y. (1984). Heat flow during the autogenous GTA welding of pipes. Metallurgical Transactions A 15 (6): 1165–1171.
2 2 Kou, S. (1987). Welding Metallurgy, 1e. New York: Wiley.
3 3 Lu, M. and Kou, S. (1988). Power and current distributions in gas tungsten arcs. Welding Journal 67 (2): 29s–34s.
4 4 Giedt, W.H., Tallerico, L.N., and Fuerschbach, P.W. (1989). GTA welding efficiency: calorimetric and temperature field measurements. Welding Journal 68 (1): 28s–32s.
5 5 Fuerschbach, P.W. and Knorovsky, G.A. (1991). A study of melting efficiency in plasma arc and gas tungsten arc welding: a method for selecting optimal weld schedules to minimize net heat input is derived frm calorimetric measurements. Welding Journal 70 (11): 287s–297s.
6 6 Fuerschbach, P.W. and Knorovsky, G.A. (1998). Cathodic cleaning and heat input in variable polarity plasma arc welding of aluminum. Welding Journal 77 (2): 76s.
7 7 DuPont, J.N. and Marder, A.R. (1995). Thermal efficiency of arc welding processes. Welding Journal 74 (12): 406s–416s.
8 8 DuPont, J.N. and Marder, A.R. (1996). Dilution in single pass arc welds. Metallurgical and Materials Transactions B 27 (3): 481–489.
9 9 Evans, D.M., Huang, D., McClure, J.C., and Nunes, A.C. (1998). Arc efficiency of plasma arc welding. Welding Journal 77 (2): 53s–58s.
10 10 Lu, M.J. and Kou, S. (1989). Power inputs in gas metal arc welding of aluminum—part II. Welding Journal 68 (11): 452s–456s.
11 11 Lu, M.J. and Kou, S. (1989). Power inputs in gas metal arc welding of aluminum: part 1. Welding Journal 68 (9): 382s–388s.
12 12 Essers, W.G. and Van Gompel, M.R.M. (1984). Arc control with pulsed gma welding. Welding Journal 63 (6): 26s–32s.
13 13 Hasegawa, M., and Goto, H., IIW Document 212‐212‐71. 1971, International Welding Institute: London.
14 14 Xie, J. and Kar, A. (1999). Laser welding of thin sheet steel with surface oxidation. Welding Journal 78: 343s–348s.
15 15 Glickstein, S.S. (1976). Temperature measurements in a free burning arc. Welding Journal 55 (8): 222s–229s.
16 16 Savage, W.F., Strunck, S.S., and Ishikawa, Y. (1965). The effect of electrode geometry in gas tungsten‐ arc welding. Welding Journal 44 (11): 489s–496s.
17 17 Key, J.F. (1980). Anode/cathode geometry and shielding gas interrelationships in GTAW. Welding Journal 59 (12): 364s–370s.
18 18 Nestor, O.H. (1962). Heat intensity and current density distributions at the anode of high current, inert gas arcs. Journal of Applied Physics 33 (5): 1638–1648.
19 19 Schoeck, P.A. (1963). An investigation of the anode energy balance of high intensity arcs in argon. In: Modern Developments in Heat Transfer, 353–400.
20 20 Tsai, N. ( 1983). Heat distribution and weld bead geometry in arc welding. Doctoral dissertation. Massachusetts Institute of Technology.
21 21 Kou, S. and Sun, D.K. (1985). Fluid flow and weld penetration in stationary arc welds. Metallurgical and Materials Transactions A 16 (1): 203–213.
22 22 Oreper, G.M., Eagar, T.W., and Szekely, J. (1983). Convection in arc weld pools. Welding Journal 62 (11): 307s–312s.
23 23 Pavelic, V., Tanbakuchi, R., Uyehara, O.A., and Myers, P.S. (1969). Experimental and computed temperature histories in gas tungsten‐arc welding of thin plates. Welding Journal 48 (7): 295s–305s.
24 24 Kou, S. and Le, Y. (1983). Three‐dimensional heat flow and solidification during the autogenous GTA welding of aluminum plates. Metallurgical Transactions A 14 (11): 2245–2253.
25 25 Rosenthal, D. (1941). Mathematical theory of heat distribution during welding and cutting. Welding Journal 20 (5): 220s.
26 26 Abramowitz, M. and Stegun, I.A. (1964). Handbook of Mathematical Functions. Washington, DC: National Bureau of Standards.
27 27 Gray, T.G.F., Spence, J., and North, T.H. (1975). Prediction and Control of Distortion. Rational Welding Design, 45–70. London: Butterworth.
28 28 Adams, C.M. Jr. (1958). Cooling rates and peak temperatures in fusion welding. Welding Journal 37: 210s.
29 29 Grosh, R., Trabant, E.A., and Hawkins, G.A. (1955). Temperature distribution in solids of variable thermal properties heated by moving heat sources. Quarterly of Applied Mathematics 13 (2): 161–167.
30 30 Swift‐Hook, D.T. and Gick, A.E.F. (1973). Penetration welding with lasers. Welding Journal 52 (11): 492s–499s.
31 31 Jhaveri, P., Moffatt, W.G., and Adams, C.M. Jr. (1962). The effect of plate thickness and radiation on heat flow in welding and cutting. Welding Journal 41 (1): 12s–16s.
32 32 Myers, P.S., Uyehara, O.A., and Borman, G.L. (1967). Fundamentals of heat flow in welding. Welding Research Council Bulletin 123: 1.
33 33 Ghent, H., Hermance, C.E., Kerr, H.W., and Strong, A.N. (1979). Arc physics and weld Pool behaviour. In: Conference Proceedings, 389. Cambridge, UK: The Welding Institute.
34 34 Trivedi, R. and Srinivasan, S.R. (1974). Temperature distribution around a moving cylindrical source. Journal of Heat Transfer 96 (3): 427–428.
35 35 Grosh, R.J. and Trabant, E.A. (1956). Arc‐welding temperatures. Welding Journal 35: 396s.
36 36 Malmuth, N.D., Hall, W.F., Davis, B.I., and Rosen, C.D. (1974). Transient thermal phenomena and weld geometry in GTAW. Welding Journal 53 (9): 388s–400s.
37 37 Malmuth, N.D., Hall, W.F., Davis, B.I., and Rosen, C.D. (1976). Temperature field of a moving point source with change of state. International Journal of Heat and Mass Transfer 19 (4): 349–354.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Welding Metallurgy»
Представляем Вашему вниманию похожие книги на «Welding Metallurgy» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.












Обсуждение, отзывы о книге «Welding Metallurgy» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.