Sindo Kou - Welding Metallurgy
Здесь есть возможность читать онлайн «Sindo Kou - Welding Metallurgy» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: unrecognised, на английском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Welding Metallurgy
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Welding Metallurgy: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Welding Metallurgy»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
The new edition includes new theories/methods of Kou and coworkers regarding:
· Predicting the effect of filler metals on liquation cracking
· An index and analytical equations for predicting susceptibility to solidification cracking
· A test for susceptibility to solidification cracking and filler-metal effect
· Liquid-metal quenching during welding
· Mechanisms of resistance of stainless steels to solidification cracking and ductility-dip cracking
· Mechanisms of macrosegregation
· Mechanisms of spatter of aluminum and magnesium filler metals,
· Liquation and cracking in dissimilar-metal friction stir welding,
· Flow-induced deformation and oscillation of weld-pool surface and ripple formation
· Multicomponent/multiphase diffusion bonding
Dr. Kou’s
has been used the world over as an indispensable resource for students, researchers, and engineers alike. This new
is no exception.
Welding Metallurgy — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Welding Metallurgy», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
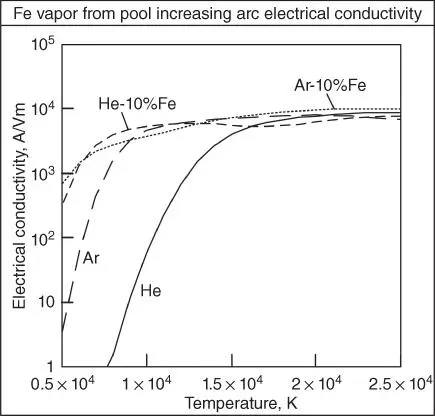
Figure 3.8Electrical conductivity of Ar and He and how they are affected by Fe vapor.
Source : Tanaka et al. [7]. © IOP Publishing.
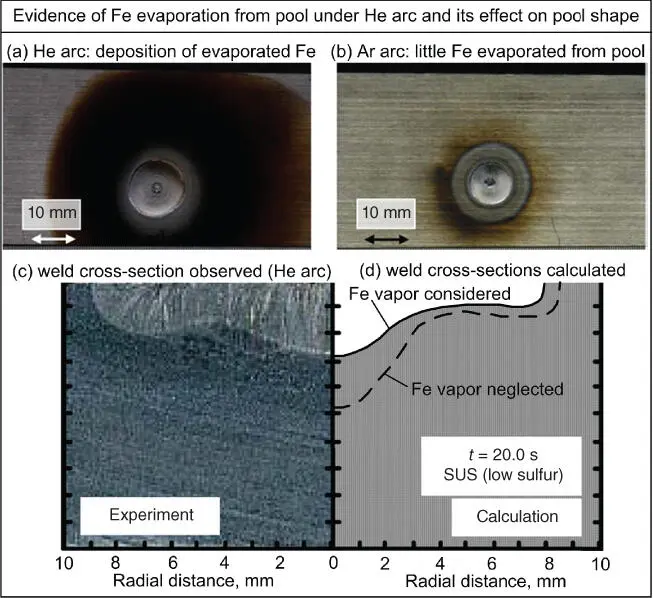
Figure 3.9304 stainless steel welded by stationary gas‐tungsten arc for 20 s: (a) He as shielding gas, showing much Fe vapor deposit; (b) Ar as shielding gas, showing little Fe vapor deposit; (c) cross‐section of weld made with He shielding.
Source : Tanaka et al. [7]. © IOP Publishing.
Kodama et al. [8] studied metal evaporation and its effect on nitrogen absorption in GTAW of steel. Figure 3.10shows the calculated distributions of temperature and Fe vapor in gas‐tungsten welding arcs (150 A current and 5 mm arc length) with Ar shielding and with He shielding. With He the electrical resistance to the welding current is higher, the arc is warmer, the weld pool surface is warmer, and Fe evaporation is more significant. The calculated maximum pool surface temperature is 2870 K for the He arc and 2450 K for the Ar arc. Although the He arc is warmer as a whole, it is cooler immediately (0.1 mm) above the pool surface (5900 K) because the Fe vapor there helps it conduct the welding current. Thus, as compared to a shielding gas of Ar + 1% N 2, with He + 1% N 2, nitrogen dissociation (N 2→ 2N) in the arc near the pool surface and hence N dissolution in the pool (denoted as N) may be expected to be less significant. This was used to explain why nitrogen porosity is observed in a steel made by GTAW with Ar + 1% N 2but not with He + 1% N 2.
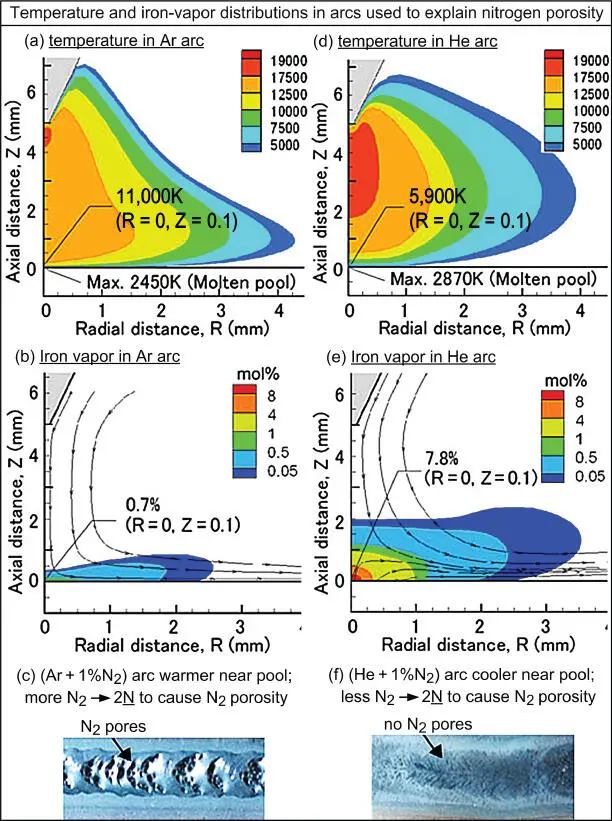
Figure 3.10Computer simulation of gas‐tungsten arcs considering metal evaporation from pool: (a) (b) Ar arc; (c) 1% N 2in Ar causing porosity; (d) (e) He arc. (f) 1% N 2in He causing no porosity.
Source : Kodama et al. [8]. Springer Open Access.
3.2.2 Gas−Metal Arc Welding
Murphy [9–13] studied the effect of metal evaporation on gas−metal arc welding (GMAW) of Al alloys. In GMAW significant evaporation of metal elements can occur at the tip of the filler metal, which will be called the wire here for simplicity. The wire is usually positive in polarity, and the electrons enters the melted wire tip and release much energy equivalent to the work function (Section 1.3.2.2). At the anode spot at the melted wire tip, the boiling point of the wire material is achieved. The concentration of metal vapor in the arc can become as high as 50% [10–12].
Figure 3.11shows in GMAW lap welding the arc temperature and Al‐vapor distributions in a vertical plane through the Al wire electrode and normal to the workpiece [13]. At the anode spot much Al is evaporated and carried downward as an Al‐rich (>50% Al) stream to the weld pool. According to Murphy [11], the presence of aluminum vapor strongly decreases the arc temperature. For instance, the maximum temperature can be 9800 K in the presence of Al vapor and 14 000 K without it. This is due to the strong stream of vapor (80 m/s speed), which is driven mainly by the magnetic pinch force and the evaporation of vapor from the wire tip. Murphy [11] also showed that the radiative emission coefficient is higher for metal vapor than for argon. It was therefore concluded that two factors contribute to the decrease in arc temperature that occurs when metal vapor is present. One is the increased heat loss caused by radiative emission of the vapor to the surroundings and the other is the stream of relatively cold metal vapor from the melted wire electrode tip.
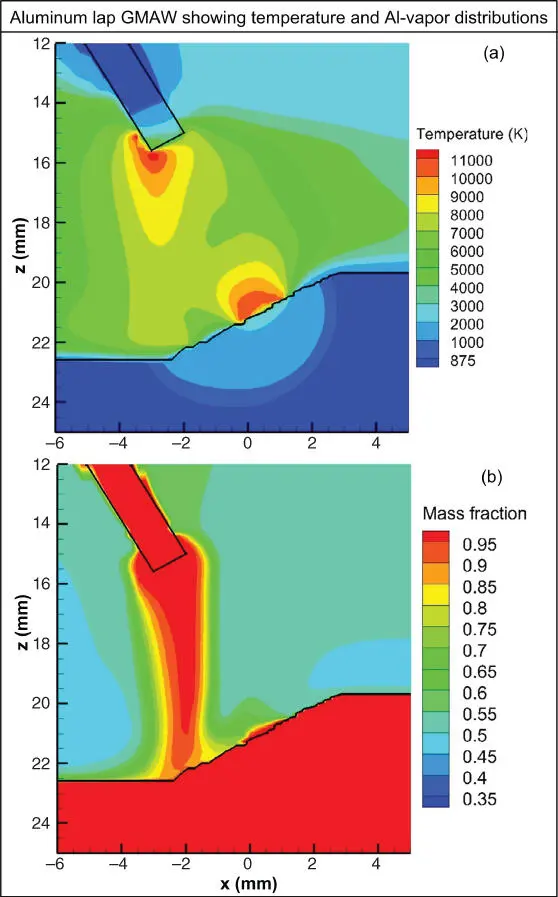
Figure 3.11Calculated temperature and Al distributions in lap welding of Al by GMAW: (a) temperature; (b) Al vapor in mass fraction.
Source : Murphy et al. [13]. © Elsevier.
Figure 3.12shows that a calculated Al weld made by GMAW can be significantly too deep if the presence of the Al vapor in the arc is neglected. According to Murphy [11], since the plasma temperature is reduced by the presence of Al vapor, the thermal conduction from the arc to the workpiece is reduced (e.g. 610−470 W for the parameters investigated). This is because thermal conduction from a warmer region to a cooler one is proportional to the temperature difference between the two regions.
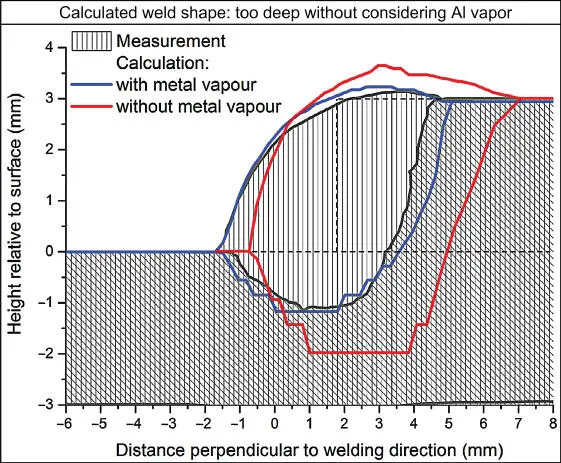
Figure 3.12Comparison of measured weld cross‐section with those calculated including and neglecting the influence of aluminum vapor.
Source : Murphy et al. [13]. © Elsevier.
Although the total power generated in the arc (electric current × arc voltage, e.g. 855 W) is not affected by the presence of Al vapor in the arc, its distribution is affected. Al vapor increases the electrical conductivity of the arc plasma at low temperatures. This means electric current can now also be conducted through the outer cooler portion of the arc. Since a larger horizontal cross‐section of the plasma can conduct the electric current, the current density is reduced, so is the heat flux density.
3.3 Arc Power‐ and Current‐Density Distributions
This split‐anode method has been used to determine the power‐ and current‐density distributions in the arc at the anode surface [14–17]. A block of Cu with a flat top surface is split in half, so that a narrow gap exists between the two halves to electrically and thermally isolate them from each other. Water cooling prevents melting of the Cu anode, maintains the narrow gap, and also allows the heat transfer to each half to be determined from the water temperature rise. The anode is moved slowly under the arc horizontally in the direction normal to the gap, while the current and heat conducted to each half are constantly measured. Obviously, the split Cu anode differs from the real anode in GTAW because there is no metal evaporating from the water‐cooled Cu.
Figure 3.13shows such distributions for a 100 A, 2.7 mm long gas–tungsten arc measured by Lu and Kou [17] using the split‐anode method. These distributions are often approximated by the following Gaussian distributions:
(3.1) 
(3.2) 
where q is the power density, Q the power transfer to the workpiece, a is the effective radius of the power‐density distribution, j is the current density, I the welding current and b the effective radius of the current‐density distribution. The effective radius represents the location where q or j drops to 5% of its maximum value. Equation (3.1) is identical to Eq. (2.12). Lee and Na [6] measured and calculated the power‐ and current‐density distributions in GTAW arcs. Figure 3.14shows that the power‐ and current‐density distributions flatten and widen as the arc length increases.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Welding Metallurgy»
Представляем Вашему вниманию похожие книги на «Welding Metallurgy» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.












Обсуждение, отзывы о книге «Welding Metallurgy» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.