Sindo Kou - Welding Metallurgy
Здесь есть возможность читать онлайн «Sindo Kou - Welding Metallurgy» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: unrecognised, на английском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Welding Metallurgy
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Welding Metallurgy: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Welding Metallurgy»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
The new edition includes new theories/methods of Kou and coworkers regarding:
· Predicting the effect of filler metals on liquation cracking
· An index and analytical equations for predicting susceptibility to solidification cracking
· A test for susceptibility to solidification cracking and filler-metal effect
· Liquid-metal quenching during welding
· Mechanisms of resistance of stainless steels to solidification cracking and ductility-dip cracking
· Mechanisms of macrosegregation
· Mechanisms of spatter of aluminum and magnesium filler metals,
· Liquation and cracking in dissimilar-metal friction stir welding,
· Flow-induced deformation and oscillation of weld-pool surface and ripple formation
· Multicomponent/multiphase diffusion bonding
Dr. Kou’s
has been used the world over as an indispensable resource for students, researchers, and engineers alike. This new
is no exception.
Welding Metallurgy — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Welding Metallurgy», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Source : Kou et al. [1]. © TMS.
Giedt et al. [4] developed a Seebeck envelop calorimeter to measure the arc efficiency in GTAW. The name Seebeck came from the Seebeck thermoelectric effect of a thermocouple, namely, a voltage is produced between two thermocouple junctions of different temperatures. This calorimeter was later used to determine the arc efficiencies in GMAW, plasma arc welding (PAW), and submerged arc welding (SAW) [5–8].
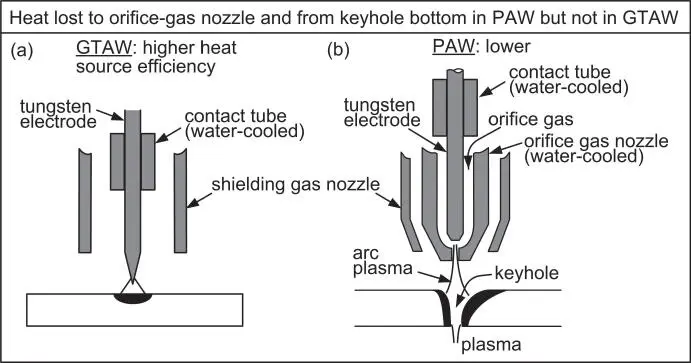
Figure 2.3GTAW vs. PAW: (a) GTAW; (b) PAW. Cooling by orifice gas nozzle and leaking from keyhole bottom make arc efficiency lower in PAW than GTAW.
As compared to GTAW, PAW has two extra heat losses as shown in Figure 2.3: (i) heat loss to the orifice gas nozzle, which is water‐cooled; and (ii) heat loss by the plasma leaking out from the bottom of the keyhole. Figure 2.4shows the arc efficiency is lower in PAW than in GTAW [2, 5, 7, 9].
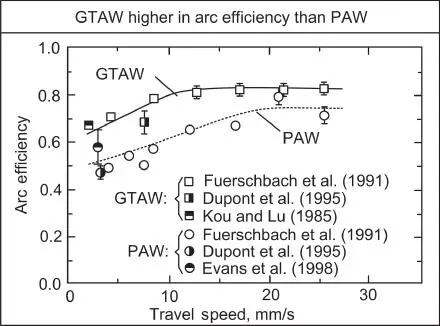
Figure 2.4Arc efficiencies in GTAW and PAW.
Figure 2.5shows that GMAW and SAW both have a high arc efficiency [7, 10]. These results were obtained using the two types of calorimeters described previously, except for the results of Lu and Kou for GMAW [10, 11], which are described as follows.
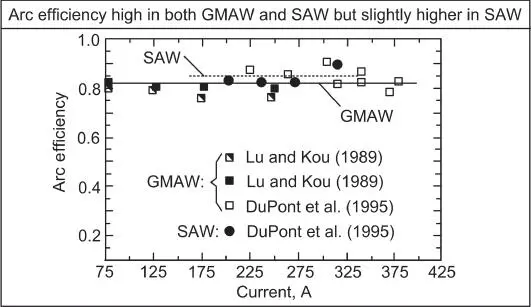
Figure 2.5Arc efficiencies in GMAW and SAW.
In GMAW, the arc, metal droplets, and cathode heating all contribute to the efficiency of the heat source. It has been observed in GMAW of aluminum and steel with Ar shielding that current flow or electron emission occurs over localized areas on the workpiece surface called cathode spots [12, 13]. The localized heating, called cathode heating, causes the surface oxide to dissociate and leaves a clean metal surface [12]. Cathode heating is attributed to field‐type emission of electrons. Unlike thermionic emission at the tungsten electrode in direct current (DC) electrode‐negative GTAW, field emission electrons do not cool the cathode [6].
Lu and Kou [10, 11] used a combination of three calorimeters to estimate the amounts of heat transfer from the arc, filler metal droplets, and cathode heating to the workpiece in GMAW of aluminum. Figure 2.6a shows the measurement of heat transfer from droplets [11]. The arc is established between a GMAW torch and a GTAW torch and the droplets collect in the calorimeter below. From the water temperature rise and the masses and specific heats of the water and the copper basin, the heat transfer from droplets can be determined. Figure 2.6b shows the measurement of the total heat transfer to the workpiece. The calorimeter is a rectangular box and the workpiece is the cover of the box, with an O‐ring provided between it and the rest of the box to keep water from leaking out of the box. Figure 2.6c shows the measurement of the combined heat transfer from the arc and the droplets, with cathode heating shifted to the tungsten electrode of the GTAW torch next to it [10].
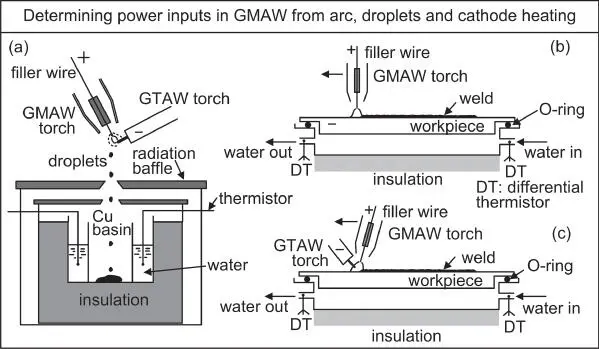
Figure 2.6Calorimeter for measuring heat inputs in GMAW: (a) metal droplets; (b) total heat input; (c) combined heat inputs from arc and metal droplets.
Source : Lu and Kou [10, 11]. Welding Journal, September and November 1989, © American Welding Society.
The results are shown in Figure 2.7a. Cathode heat transfer was determined by subtracting the combined heat transfer from the arc and droplets from the total heat transfer to the workpiece, as shown in Figure 2.7b. Within the range of the power studied, the overall efficiency was about 80%, with about 45% from the arc, 25% from droplets, and 10% from cathode heating.
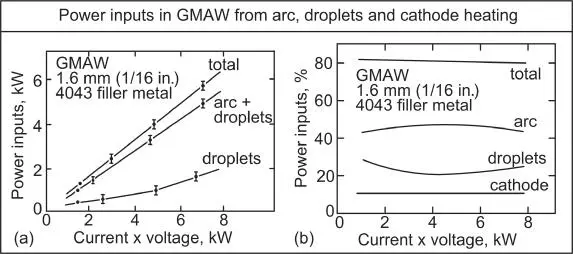
Figure 2.7Power inputs during GMAW of aluminum: (a) measured results; (b) break‐down of total power input.
Source : Lu and Kou [10]. Welding Journal, September 1989, © American Welding Society.
The heat source efficiency can be very low in LBW because of the high reflectivity of metal surfaces to a laser beam – for instance, 98% for CO 2laser on a highly polished Al or Cu surface. The reflectivity can be found by determining the ratio of the reflected beam power to the incident beam power. Xie and Kar [14] show that roughening the surface with sandpapers and oxidizing the surface by brief exposure to high temperatures can reduce the reflectivity significantly.
2.1.1.3 Heat Source Efficiencies in Various Welding Processes
Figure 2.8summarizes the heat source efficiencies measured in several welding processes. A few comments are made as follows:
LBW: The heat source efficiency is very low because of the high reflectivity of metal surfaces but can be significantly improved by surface modifications, such as roughening, oxidizing, or coating.
PAW: The heat source efficiency is much higher than LBW.
GTAW: The heat source efficiency for direct‐current electrode negative( DCEN) is slightly higher than that in PAW because of absence of heat losses from the arc plasma to the water‐cooled orifice gas nozzle and through the bottom of the keyhole.
GMAW, SMAW: Unlike in GTAW, heat transfer to the electrode can be transferred back to the workpiece through metal droplets, thus improving the arc efficiency.
SAW: Unlike in GMAW or shielded metal arc welding (SMAW), the arc is covered with a thermally insulating blanket of molten slag and granular flux, thus reducing heat losses to the surroundings and improving the arc efficiency.
EBW : The keyhole in EBW acts like a “black body” trapping the energy from the electron beam. As a result, the efficiency of the electron beam is very high.
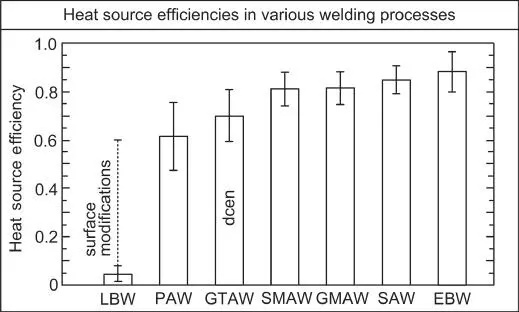
Figure 2.8Heat source efficiencies in several welding processes.
2.1.2 Melting Efficiency
DuPont and Marder [7] studied the ability of the heat source to melt the base metal (as well as the filler metal), as shown in Figure 2.9. Figure 2.9a shows the cross‐sectional area representing the portion of the weld metal contributed by the base metal, A base, and that contributed by the filler metal, A filler. One way to define the melting efficiency of the welding arc, η m, is as follows:
(2.4) 
where V is the welding speed, H basethe energy required to raise a unit volume of base metal to the melting point and melt it, and H fillerthe energy required to raise a unit volume of filler metal to the melting point and melt it. The quantity inside the parentheses represents the volume of material melted while the denominator represents the heat transfer from the heat source to the workpiece.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Welding Metallurgy»
Представляем Вашему вниманию похожие книги на «Welding Metallurgy» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.












Обсуждение, отзывы о книге «Welding Metallurgy» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.