Francisco José Rodríguez Dorado - Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109
Здесь есть возможность читать онлайн «Francisco José Rodríguez Dorado - Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: unrecognised, на испанском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109 — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
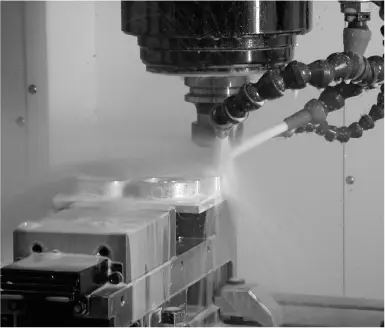
Uso de refrigerante de corte durante el mecanizado en un centro de mecanizado CNC
8.6. M30 - Fin de programa y vuelta al inicio
Con esta palabra escrita en última posición de la última frase del programa CNC se indica a la máquina que se ha terminado el trabajo de mecanización. Al leer la unidad de control la palabra M30, la máquina se detiene y el control regresa a la primera frase del programa para poder ser ejecutado de nuevo desde el principio cuando el operario lo desee. Todos los programas que se realicen deben llevar la función M30 como final de programa.
8.7. Aplicación práctica sobre errores en un programa CNC
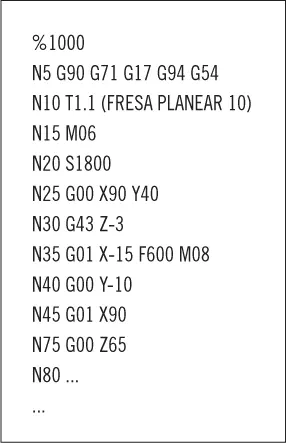
Suponga que se encuentra trabajando como operario de máquinas CNC. Abajo se muestra un extracto del programa con el que usted se dispone a fabricar una pieza. Sin tener en cuenta la geometría de la pieza, ¿detecta usted algún error en el programa CNC?
Solución
Si se realiza una lectura y análisis de las primeras líneas del programa y conociendo las funciones básicas de programación, se puede deducir un error grave. El error consiste en que el cabezal principal no gira durante el mecanizado, y esto provocaría una rotura de la herramienta. Concretamente, el cabezal no gira durante el mecanizado porque falta la función auxiliar M03. Esta función debe figurar en alguna línea antes de que se produzca un contacto de la herramienta con la pieza de trabajo en velocidad de avance programado.
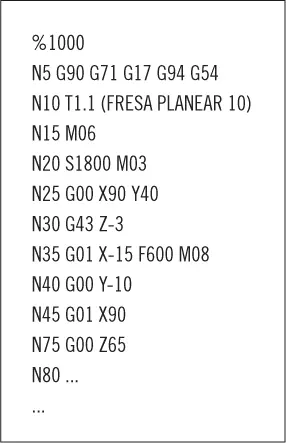
A continuación se muestra el programa con la función M03 incorporada.
9. Fabricante
Las máquinas herramientas CNC para el mecanizado por arranque de virutas se componen de dos elementos fundamentales: la unidad de control y el equipo de procesado. La unidad de control es la encargada de leer el programa CNC, interpretarlo y convertirlo en señales eléctricas o electrónicas que gobiernan los motores de los carros, cabezal y demás sistemas del equipo de procesado, que es la parte física de la máquina que realiza el trabajo útil de mecanizado.
El empresario puede encontrar en el mercado fabricantes de unidades de control (CNC) y fabricantes de equipos de procesado por separado, así como fabricantes de equipos de procesado con controles propios. De esta forma se puede hallar una misma marca de máquina herramienta equipada con diferentes marcas comerciales de unidades de control.
En la siguiente tabla se enumeran los principales fabricantes de unidades de control CNC.
| FABRICANTES DE CNC | ||||
|---|---|---|---|---|
| Fabricante | Tecnología de mecanizado | CNC propio | ||
| Torneado | Fresado | Otros | ||
| FAGOR | X | X | ||
| FANUC | X | X | X | |
| HAAS | X | X | haas | |
| HEIDENHAIN | X | X | ||
| MAZAK | X | X | mazatrol | |
| MITSUBISHI | X | X | X | |
| OKUMA | X | X | okuma | |
| SIEMENS | X | X | X |
10. Resumen
De todo lo visto en este capítulo, y a modo de resumen, se puede extraer algunas conclusiones que ayuden a entender de forma global la estructura y funciones básicas de un programa de control numérico:
1 Un programa CNC está formado por una serie de frases, y estas a su vez, contienen una o más palabras.
2 Cada una de las palabras se corresponde con una función o actividad que se ordena realizar a la máquina.
3 La máquina va leyendo las frases de forma ordenada y correlativa. Hasta que no haya terminado de ejecutar las actividades que esa frase indica, no leerá la siguiente frase escrita en el programa.
4 Todos los programas comienzan con una cabecera que contienen una serie de funciones (palabras) previas prefijadas por el programador. Con ellas el programador determina condiciones generales como son tipo de coordenadas empleadas, unidades o modo de indicar la velocidad de avance entre otras.
5 Dentro de un programa se pueden utilizar todas las herramientas de corte diferentes que se necesite para fabricar la pieza. Para ello se dispone de una función (M06) específica que hace que la máquina sustituya una por otra.
6 En mecanizado por arranque de viruta, una herramienta de corte se mueve sobre un trozo de materia prima describiendo trayectorias que definirán la geometría final deseada de la pieza que se quiere fabricar. Estas trayectorias suelen se rectilíneas (G00/G01) o curvas (G02/G03).
7 Existen una serie de funciones tipo M que controlan aspectos auxiliares del mecanizado, como el giro del cabezal o la conexión del líquido refrigerante.
8 El programador indica el final del programa con la función M30.

Ejercicios de repaso y autoevaluación
1. Un sistema de coordenadas cartesiano...
1 ... es una herramienta en la que basarse para programar únicamente tornos CNC.
2 ... define la posición de puntos midiendo su distancia respecto a ejes de coordenadas.
3 ... solamente se utiliza para cálculos matemáticos.
4 ... solo se puede usar para definir las trayectorias de movimientos de fresadoras CNC.
2. La regla de la mano derecha...
1 ... se utiliza para realizar cálculos sencillos de programación CNC.
2 ... no tiene aplicación en las máquinas para mecanizado por arranque de virutas.
3 ... indica qué mano se debe utilizar para manejar máquinas CNC.
4 ... sirve para conocer la dirección positiva (+) de los diferentes ejes de movimiento de cualquier máquina.
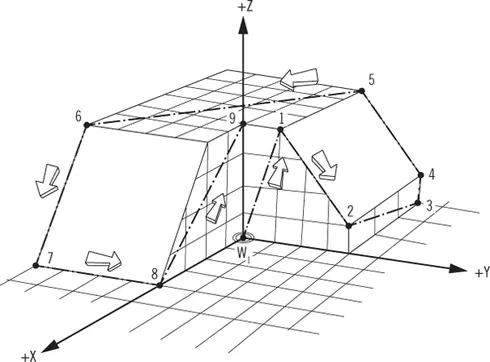
3. La siguiente figura representa una secuencia de puntos que parten del centro de coordenadas “W1”. Debe rellenar la tabla indicando las coordenadas cartesianas absolutas o incrementales según el caso. Se considera que cada recuadro tiene un valor de 10 mm de lado.
| Punto | Coordenadas Absolutas | Coordenadas Incrementales | ||||
|---|---|---|---|---|---|---|
| X | Y | Z | X | Y | Z | |
| W1 | ||||||
| 1 | ||||||
| 2 | ||||||
| 3 | ||||||
| 4 | ||||||
| 5 | ||||||
| 6 | ||||||
| 7 | ||||||
| 8 | ||||||
| 9 | ||||||
| W1 |
4. En las máquinas de control numérico actuales, el tipo de estructura de programación más utilizado es:
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109»
Представляем Вашему вниманию похожие книги на «Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.









Обсуждение, отзывы о книге «Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.