Francisco José Rodríguez Dorado - Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109
Здесь есть возможность читать онлайн «Francisco José Rodríguez Dorado - Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: unrecognised, на испанском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109 — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Esta palabra está compuesta por la letra X seguida de un número. En máquinas con tres ejes de movimiento como fresadoras CNC y centros de mecanizado, este número define la posición del cabezal de la maquina (eje de la herramienta) en dirección del eje de coordenada “X” respecto al cero pieza o centro de referencia que el programador ha fijado al comenzar a realizar el programa. En tornos CNC este número define la posición de diámetros o radios del mecanizado de la pieza de trabajo.
El formato a utilizar es un número de cuatro dígitos para la parte entera y cuatro dígitos para la parte decimal, en un rango de datos que va desde −9999.9999 hasta 9999.9999.
4.4. Y / Z - Coordenada
Todo lo indicado para la palabra correspondiente a la coordenada “X” ocurre para las coordenadas “Y” y “Z”. Para torno CNC la coordenada Z se corresponde con las longitudes del mecanizado.
El orden de colocación de las tres coordenadas ha de ser siempre el mismo: X, Y, Z. Las coordenadas son modales. Aunque se omita alguna de ellas el orden debe ser respetado siempre.

Ejemplo
Abajo se muestran varios bloques de un programa CNC. Los tres bloques de la izquierda no podrían ejecutarse en una máquina herramienta CNC porque no respeta el orden de escritura de las coordenadas X, Y, Z. Los tres bloques de la derecha están programados correctamente.
| N50 Z-8 X25 | N50 X25 Z-8 | |
| N60 Z-10 Y135 | N60 Y135 Z-10 | |
| N70 Y100 X60 | N70 X60 Y100 |
4.5. (----) - Comentarios
Se pueden escribir comentarios siempre y cuando se enmarquen entre paréntesis. Todo lo escrito entre paréntesis no tiene efecto sobre las acciones de la máquina. Su finalidad es la de indicar, a título informativo, datos en el programa que recuerden al operario de la máquina anotaciones fundamentales, tales como tipo de herramienta, inicio de una operación concreta de mecanizado dentro del programa, etc.
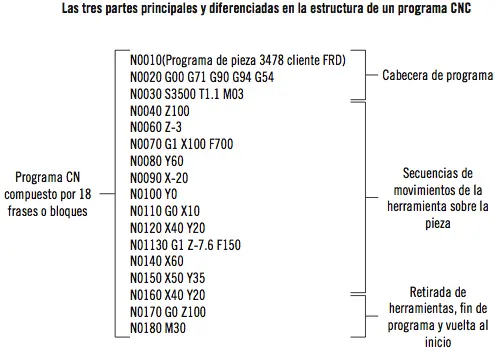
4.6. Cabecera de programas CNC
Se denomina cabecera de programa a dos o tres líneas que se colocan al inicio del texto, donde se indican las preferencias del programador.

Recuerde
En la estructura de frases de un programa completo de CNC se suelen distinguir tres partes: cabecera de programa, secuencia de movimientos para el mecanizado y fin de programa.
El uso de esta cabecera en el inicio de los programas no es obligatorio, pero sí muy aconsejable. El control, al iniciarse, tiene una serie de funciones preparatorias (G) y auxiliares (M) activas por defecto. Si se empieza un programa de nuevo, y al leer las primeras líneas no se indica el estado en que se desea iniciar dichas funciones, se puede encontrar con resultados inesperados.
Las funciones que generalmente se muestran en la cabecera de los programas se eligen de entre las siguientes:
| Funciones cabecera control FAGOR 8025-M | |||
|---|---|---|---|
| Función | Denominación | Modal | Activa |
| G54-G59 | Decalajes (traslado de origen) | Modal | |
| G70 | Programación en pulgadas | Modal | |
| G71 | Programación en mm | Modal | Activa |
| G90 | Programación en cotas absolutas | Modal | Activa |
| G91 | Programación en cotas incrementales | Modal | |
| G94 | Velocidad de avance F en mm/min | Modal | Activa |
| G95 | Velocidad de avance F en mm/rev | Modal | |
| G96 | Velocidad de avance superficial constante (fresadora) | Modal | |
| G96 | Velocidad de rotación S en m/min (torno) | Modal | |
| G97 | Velocidad de avance del centro de la herramienta constante (fresadora) | Modal | Activa |
| G97 | Velocidad de rotación S en rev/min (torno) | Modal | Activa |
| M03 | Giro del cabezal a derechas | Modal |
G53 / G59 - Decalaje traslado de origen
El programador puede elegir el origen de coordenadas de la pieza (W) que más le facilite su trabajo. En todos los casos, al comenzar la labor de preparación de la máquina para el mecanizado, el operario tendrá que comunicar al control en qué lugar del sistema de coordenadas fijo del aparato (M) debe estar situado el punto cero del sistema de coordenadas de la pieza (W).

Definición
Decalaje
Es la distancia que existe entre el cero máquina y el cero pieza. Esta distancia se puede medir en la misma máquina y se indican en las direcciones X, Y, Z según el tipo de máquina.
Las distancias se anotan en el control de la máquina en una tabla de decalajes. La tabla permite la introducción de hasta siete decalajes diferentes, y cada uno de ellos se relaciona con las funciones G53 a G59.
Al poder registrar en el control varios decalajes del punto de origen (del G53 al G59) se facilita el mecanizado múltiple. Se pueden mecanizar varias piezas simultáneamente, cada una de ellas con su propio “cero pieza”.
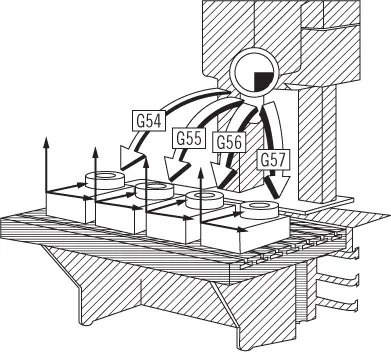
Relación entre el origen de coordenadas fijo de la máquina y el origen de coordenadas de la pieza programada a mecanizar
G94 - Velocidad de avance en mm/min y G95 – Velocidad de avance en mm/rev
Estas dos funciones están relacionadas con el formato que se utilice para expresar la velocidad de avance F de la herramienta sobre la pieza. El valor de F puede expresarse en mm/min o en mm/rev.
Con la función G94 o G95 lo que se hace es activar un sistema u otro. Esta función suele escribirse en la cabecera y quedará activa para todo el programa.
G70 - Programación en pulgadas y G71 - Programación en mm
Las funciones G70 y G71 se emplean para indicar al control de la máquina si las coordenadas utilizadas en el programa están expresadas en pulgadas (G70) o en milímetros (G71). Estas funciones son contradictorias entre sí y ambas son modales, por lo que siempre estará activada una de ellas por defecto.

Nota
El sistema más utilizado en nuestro país es el G71 (mm), y es el que el control activa por defecto si en la cabecera del programa no se le indica ninguno de los dos.
G90 - Programación en cotas absolutas y G91 - Programación en cotas incrementales
Un programa CNC define, entre otras acciones, los movimientos que debe realizar la herramienta de corte sobre la pieza para obtener una determinada geometría. Estos movimientos quedan definidos por trayectorias que pasan por una serie de puntos en el espacio de trabajo. Como ya se sabe, para indicar la posición de una secuencia correlativa de puntos se pueden utilizar dos tipos de coordenadas: absolutas o incrementales.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109»
Представляем Вашему вниманию похожие книги на «Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.









Обсуждение, отзывы о книге «Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.