Francisco José Rodríguez Dorado - Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109
Здесь есть возможность читать онлайн «Francisco José Rodríguez Dorado - Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: unrecognised, на испанском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109 — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Los desplazamientos en línea recta arrancando material de la pieza que debe realizar la herramienta para el mecanizado se programan con la función G01. La velocidad de estos desplazamientos queda fijada por la función F.
La función G01 es modal, por lo tanto, una vez escrita en una línea del programa permanece activa y no es necesario escribirla en líneas sucesivas. La función G01 se anula con alguna de las funciones G00, G02, G03 o G33.
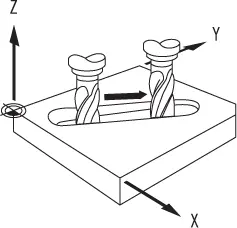
Movimiento de fresa realizando una interpolación lineal a velocidad de avance programada

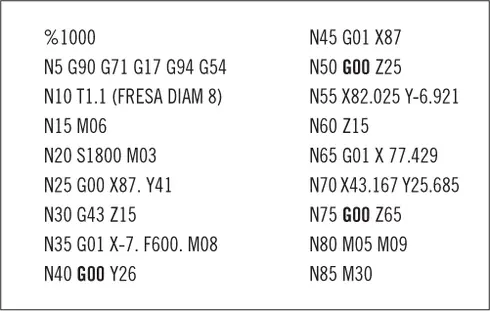
Ejemplo
Abajo se muestra un extracto de un programa CNC de torno. En él se observa como ha sido programada la última pasada de acabado del contorno de una pieza de revolución. Han sido proyectados la posición de los puntos que definen ese contorno según el origen de coordenadas marcado. Esos puntos se corresponden con los puntos que sigue el filo de la herramienta cuando se ejecuta el programa en la máquina.
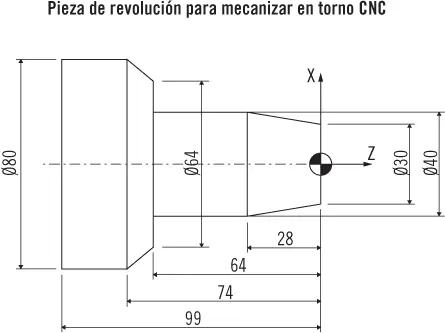
N0070 G95 F0.04 S1000 T1.1 M4
N0080 G0 X15 Z0
N0090 G1 X20 Z-28
N0100 Z-64
N0110 X32
N0120 X40 Z-74
N0130 Z-99
N0140 G0 X50 Z0
N0150 M30
6.3. Aplicación práctica sobre modificaciones de una pieza
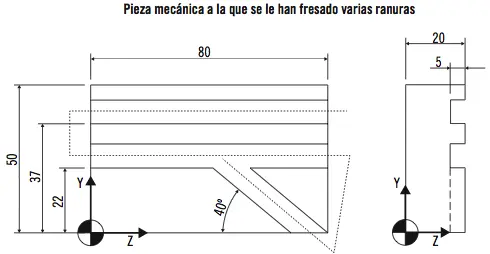
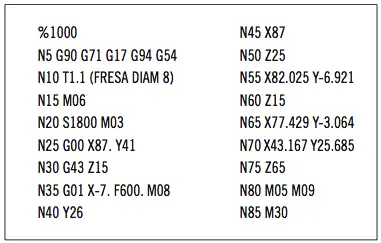
Suponga que ocupa un puesto como operario de máquinas CNC. La empresa donde trabaja practica políticas de incentivos sobre aquellos empleados que aporten soluciones de mejora sobre los procesos de fabricación. En este momento se encuentra fabricando la pieza que se indica en la figura con el programa CNC que se adjunta. ¿Sería usted capaz de plantear alguna modificación que suponga una mejora?
Solución
En primer lugar se tiene que analizar cada uno de los movimientos que describe la herramienta de corte sobre la pieza, así como los movimientos de aproximación fuera de ella.
Del análisis anterior se comprueba que existen movimientos externos a la pieza sin producirse arranque de viruta que se realizan a velocidad controlada. Si estos se realizasen a la velocidad máxima de la máquina se conseguirá una reducción en el tiempo total del proceso de mecanizado.
Con la mejora realizada el programa quedaría de esta manera:
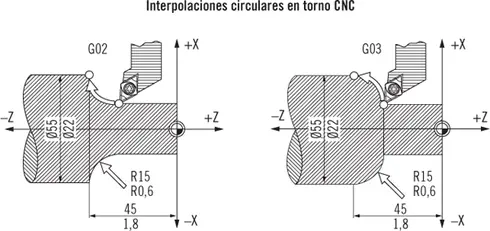
7. Interpolaciones circulares en sentido horario y anti-horario
En la mayoría de ocasiones, el programador se encontrará ante la necesidad de que la herramienta describa un movimiento circular para obtener la forma final de la pieza. En estos casos se tendrá que recurrir a un tipo de funciones (palabras tipo G) que permiten realizar un movimiento circular (círculo completo o un arco de círculo) de la herramienta. Se trata de las funciones G02 y G03 que se mostrarán a continuación.
Con la función G02 y G03 se programan movimientos circulares a velocidad controlada (por medio de la función F). Por lo tanto, las interpolaciones circulares se emplean para movimientos de mecanizado con la herramienta cortando material.
La diferencia entre G02 y G03 se encuentra en el sentido en que se realiza el círculo o el sector de círculo (arco). Según esto:
1 G02: interpolación circular a derechas o sentido horario.
2 G03: interpolación circular a izquierdas o sentido anti horario.
Las funciones G02 y G03 se pueden escribir como G2 y G3 y se pueden programar solas o con más funciones preparatorias, siempre que no sean contradictorias. Las funciones G2 y G3 son modales y se anulan entre sí o con las funciones G00, G01 y G33.
La función G2 o G3 debe ir acompañada de datos que definan exactamente el arco que se quiere describir con la herramienta (punto inicial, punto final, radio de curvatura, etc.). Según el tipo de datos que acompañan a la función G2/G3 existen diferentes formatos de programación de un arco.
En este capítulo se mostrarán dos formatos diferentes de programar un desplazamiento circular de la herramienta:
1 Usando los datos de punto final del arco y radio del arco.
2 Usando los datos de punto final del arco y centro del arco.
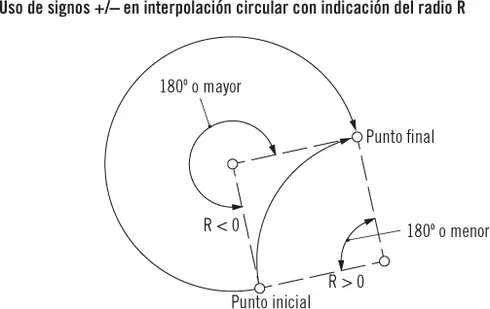
7.1. Interpolación circular con punto final y radio del arco
El formato de programación es el siguiente:
Donde:

1 G1 X1 Y1 = posicionamiento de herramienta en punto inicial del arco.
2 G2/G3 = orden para realizar un movimiento circular.
3 X2 Y2 = coordenadas del punto final del arco.
4 R = valor del radio del arco.
Los datos necesarios para programar el arco los tendrá que obtener el programador del plano o dibujo realizado en CAD ( software para realizar dibujo asistido por ordenador) correspondiente de la pieza.
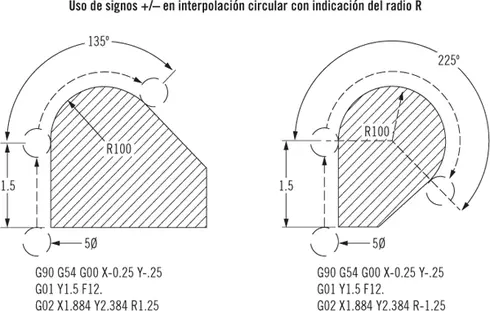
Al programar la función G02 o G03 con este formato de radio del arco se dará la circunstancia de que pueden existir dos soluciones, ya que en el programa no se indica el centro de la circunferencia en ningún momento. En el caso de que un arco que esté comprendido en un ángulo mayor de 180º, se recurre a los caracteres + y –, introduciendo el valor del radio con dichos signos, para que el control de la máquina entienda cuál de los dos caminos debe escoger.
Ejemplo
Ejemplo de interpolación circular con punto final y radio del arco (unidades en pulgadas):
7.2. Interpolación circular con punto final y centro del arco
El otro modo de programar un círculo o un arco de círculo, es utilizando como datos las coordenadas del punto final del arco y la posición del centro de dicho arco:

Donde:
1 G1 X1 Y1 = posicionamiento de herramienta en punto inicial del arco.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109»
Представляем Вашему вниманию похожие книги на «Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.









Обсуждение, отзывы о книге «Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.