Francisco José Rodríguez Dorado - Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109
Здесь есть возможность читать онлайн «Francisco José Rodríguez Dorado - Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: unrecognised, на испанском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109 — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
2 G2/G3 = orden para realizar un movimiento circular.
3 X2 Y2 = coordenadas del punto final del arco.
4 I = distancia desde el punto inicial hasta el centro del arco en dirección horizontal.
5 J = distancia desde el punto inicial hasta el centro del arco en dirección vertical.
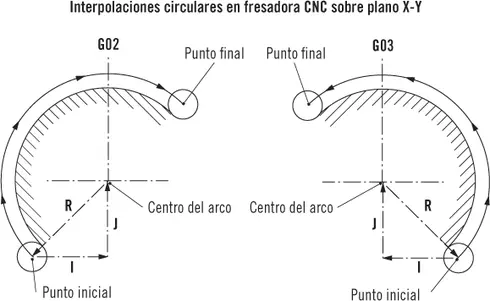
Los datos de las distancias I y J se darán siempre en valores incrementales, independientemente del sistema de programación que se esté usando. Es decir, se tiene que tener en cuenta la posición del centro del arco además de las distancias respecto al punto inicial.

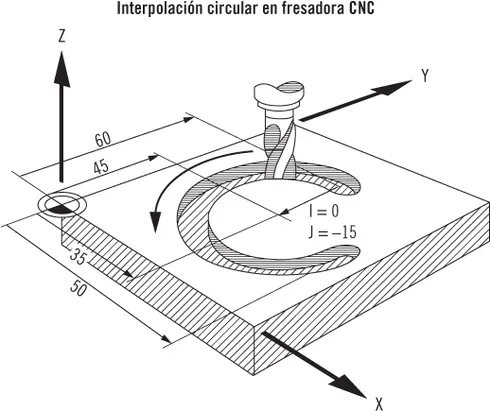
Ejemplo
Extracto de programa para el mecanizado de una ranura circular usando coordenadas absolutas:
N20 G0 G90 X35 Y60 Z3
N30 G1 Z-5 F100
N40 G3 X50 Y45 I0 J-15 F500
7.3. Aplicación práctica sobre la realización de cambios en un programa
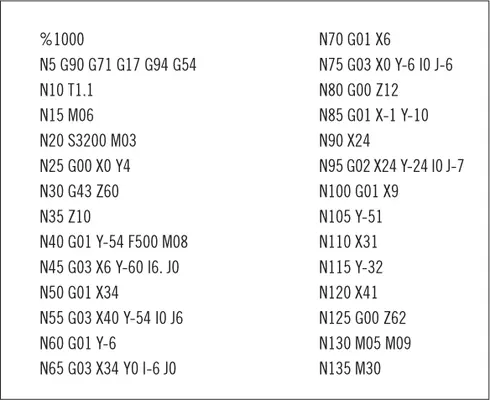
El encargado de la empresa de mecanizado donde trabaja usted como operario de máquinas CNC le pide que realice algunos cambios sobre un programa ya existente. Abajo se muestra el programa del que se dispone actualmente y una imagen que indica las modificaciones que se pretenden implementar sobre la pieza. ¿Podría indicar qué cambios efectuaría usted en el programa original?
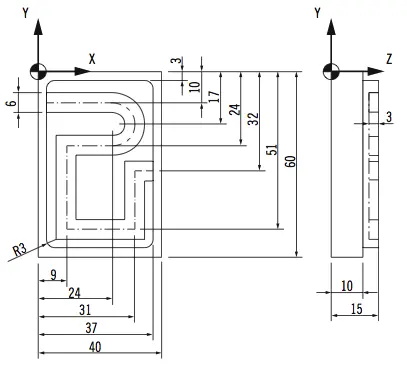
Solución
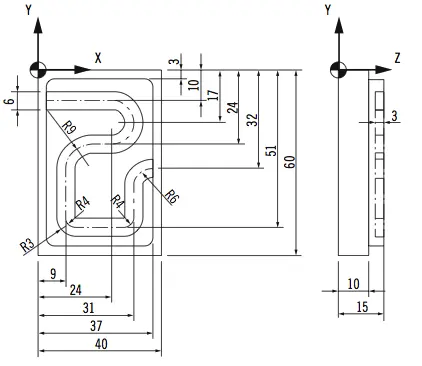
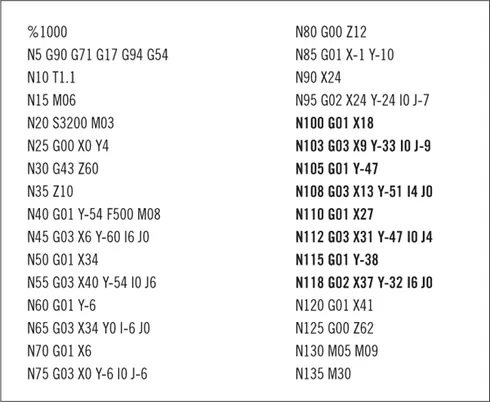
Lo primero que hay que realizar es un estudio del dibujo o el plano donde se especifican los cambios que ha sufrido la geometría de la pieza. De él se deduce que se deben incorporar cuatro redondeos en la ranura que recorre el interior de la pieza.
Esta modificación supone tener que introducir en el programa existente cuatro nuevos bloques para programar las cuatro interpolaciones circulares, así como corregir varias coordenadas en las interpolaciones lineales:
8. Significación de las funciones M
Las palabras de programación “tipo” M se conocen con el nombre de funciones auxiliares. Estas funciones están compuestas por la letra M seguida de un número de dos dígitos entre 00 y 99. Con las funciones M se gobiernan todos los aspectos auxiliares del mecanizado, tales como la puesta en marcha de la herramienta o de la pieza y de los sistemas de refrigeración (taladrina), finalización de programas, etc.
En una misma frase de programación se puede escribir más de una función (palabra) de este tipo, siempre y cuando no sean contradictorias entre sí.
Si la función tiene como primer carácter un 0 se puede escribir usando los dos dígitos u obviando el cero de la izquierda (ejemplo: M03 = M3).
| Funciones auxiliares control FAGOR 8025-M | |||
|---|---|---|---|
| Función M | Denominación | Modal | Activa |
| M00 | Parada programa | ||
| M01 | Parada condicional del programa | ||
| M02 | Fin de programa | ||
| M03 | Giro del cabezal a derechas | Modal | |
| M04 | Giro del cabezal a izquierdas | Modal | |
| M05 | Parada del cabezal | Modal | Activa |
| M06 | Cambio de herramienta | ||
| M08 | Puesta en marcha del refrigerante | Modal | |
| M09 | Desactivar refrigerante | Modal | Activa |
| M10 | Abrir puerta | ||
| M11 | Cerrar puerta | ||
| M17 | Abrir plato de garras | ||
| M18 | Cerrar plato de garras | ||
| M19 | Orientación del cabezal para el cambio | ||
| M22 | Operación con palets | ||
| M30 | Fin de programa y vuelta al inicio |
De todas las funciones auxiliares, a continuación se muestran las más características.
8.1. M03 - Giro a derecha del cabezal
Esta función es la encargada de la puesta en marcha del cabezal principal. En el caso de las fresadoras, el cabezal principal es donde se encuentra la herramienta de corte, mientras que en tornos, es donde se fija la pieza a mecanizar. La velocidad a la que gira la fresa cuando se ejecuta la función M03 es la que se le indique con la función S. La palabra S se escribe en la misma línea donde se coloque M03 o en otra línea anterior del programa.

Importante
La función M03 deberá estar escrita en el programa antes de que la herramienta entre y haga contacto con el material de la pieza a fabricar, de lo contrario se producirá la rotura de la herramienta. Si no se indica un valor de S (velocidad de giro del cabezal), el control entenderá que es 0, y también se provocará la rotura de la herramienta.
8.2. M04 - Giro a izquierda del cabezal
Esta función sigue la misma mecánica que M03. La diferencia se encuentra únicamente en el sentido en el que girará el cabezal principal.
8.3. M05 - Parada del cabezal
Se emplea cuando se desea detener el cabezal donde está montada la herramienta o la pieza, según la máquina. Esta función se suele colocar en la frase correspondiente del programa cuando una herramienta se va a retirar y efectuar el cambio por otra herramienta. Si no se introduce, la máquina frenará el cabezal de todos modos cuando se solicite un cambio de herramienta con la función M06.
8.4. M06 - Cambio de herramienta
Es muy común que las máquinas herramientas de control numérico dispongan de un almacén interno donde se colocan todas las herramientas necesarias para la fabricación de las piezas, y un mecanismo automático capaz de intercambiar dichas herramientas sin intervención del operario. Al leer la función M06, la máquina realiza el cambio físico real de una por otra. Es decir, el aparato retira la herramienta que tenía en posición de trabajo en ese momento y coloca la nueva que se ha designado previamente con la función T.
En el caso de máquinas con cambio manual de herramientas, también es necesario utilizar la función M06 cuando sea necesario cambiar una por otra, y desde el punto de vista de programación, no hay diferencia entre ambas.
8.5. M08 - Puesta en marcha del refrigerante y M09 – Paro del refrigerante
Habitualmente, se usa refrigerante de corte (taladrina o aceite) en todo tipo de mecanizado y hay que activarlo (M08) antes de que la herramienta de corte entre en contacto con la pieza y desactivarlo (M09) para realizar un cambio de herramienta. Estas funciones son muy simples y actúan como un interruptor.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109»
Представляем Вашему вниманию похожие книги на «Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.









Обсуждение, отзывы о книге «Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.