Francisco José Rodríguez Dorado - Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109
Здесь есть возможность читать онлайн «Francisco José Rodríguez Dorado - Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: unrecognised, на испанском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109 — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Es importante que cuando se inicie un programa se conozca el sistema de coordenadas que se va a utilizar, por lo que es aconsejable colocar en la cabecera el valor deseado: G90 si las coordenadas que se van a indicar a continuación en el programa se expresan en absolutas, o G91 si se hace en incrementales. En un programa se pueden cambiar ambos sistemas tantas veces como se quiera.
En el mecanizado por arranque de virutas se suele programar siempre en valor absoluto, porque resulta muy cómodo y útil poder conocer el lugar respecto un punto fijo donde debe estar la herramienta, leyendo directamente cualquier línea del programa independientemente de todas las anteriores.

Recuerde
Con un sistema de coordenadas absolutas se introducen las coordenadas de cada punto haciendo siempre referencia directa con el origen.
Los sistemas de coordenadas relativas o incrementales hacen referencia al último punto indicado. El origen de coordenadas se va desplazando y colocando en el último punto marcado.
5. Identificación de las funciones relacionadas con las condiciones tecnológicas
A continuación se muestra con detalle la identificación de las funciones relacionadas con las condiciones tecnológicas, como son la velocidad de giro, la indicación de la velocidad de avance, la designación y el corrector de la herramienta de corte.
5.1. S - Velocidad de giro
Esta palabra está compuesta por la letra S seguida de un número que se corresponde con el valor de la velocidad de giro de la herramienta o de la pieza, según la máquina. El valor de esta velocidad puede expresarse en r.p.m. (revoluciones por minuto), en cuyo caso, la velocidad de giro permanecerá constante según el valor fijado. Para tornos CNC la velocidad puede expresarse por el valor de la Vc (velocidad de corte de la herramienta en m/min), en cuyo caso las r.p.m. van cambiado según el diámetro de trabajo en cada momento.

Importante
Si no se introduce ningún valor de S al comenzar el mecanizado, la máquina entenderá que tendrá que girar a 0 rpm, por lo que aunque se le dé la orden de girar no lo hará por estar en valor 0.
5.2. F - Indicación de la velocidad de avance
Esta palabra está compuesta por la letra F seguida de un número. Se utiliza para indicar a la máquina la velocidad a la que debe desplazarse la herramienta de corte cuando esté mecanizando a velocidad controlada. Esta velocidad se suele denominar “velocidad de avance”, y se puede expresar en dos formatos o unidades diferentes:
1 Velocidad en mm/rev: el número que se escribe acompañando a la letra F indica los milímetros que avanzará la herramienta por cada vuelta que gira. Ejemplo: F0.2 = velocidad avance de 0,2 mm/rev.
2 Velocidad en mm/min: el número que se escribe acompañando a la letra F indica los milímetros que avanzará la herramienta en un minuto. Ejemplo: F1350 = velocidad avance de 1.350 mm/min.
5.3. T - Herramienta de corte
El código T identifica la herramienta que se quiere seleccionar. La palabra T va acompañada de un número que se corresponde con el que le asigna el programador a cada una de las herramientas de corte que usará para el proceso completo de mecanizado del programa CNC.
Las herramientas pueden estar en un almacén gestionado por el CNC o en un almacén manual.
5.4. D - Corrector de herramienta
Con los correctores de herramienta se definen las dimensiones de esta. Cada herramienta puede tener asociados varios correctores.
Para activar un corrector, este debe haber sido definido previamente. Para ello, el CNC dispone en la tabla de herramientas de una sección en la que se pueden definir varios de ellos.
En el programa se puede hacer referencia a cada corrector de diferentes maneras. Los formatos más utilizados entre los fabricantes son los siguientes:
1 T01.01 (herramienta nº1 corrector nº1).
2 T01.02 (herramienta nº1 corrector nº2).
3 T01 D1 (herramienta nº1 corrector nº1).
4 T01 D2 (herramienta nº1 corrector nº2).
5 T01 H1 (herramienta nº1 corrector nº1).
6 T01 H2 (herramienta nº1 corrector nº2).
6. Interpolaciones circulares (lineales) en avance programado y máximo de la máquina
A continuación, se estudiará en qué consiste una interpolación circular y una interpolación lineal. Como se verá, solamente las de tipo lineal se pueden realizar a velocidad controlada mediante el programa o a la máxima velocidad de la máquina.
Para fabricar una pieza mediante mecanizado de CNC hay que definir en el programa los movimientos que deben realizar las herramientas de corte sobre un trozo de materia prima. Estos movimientos se clasifican en simples generalmente rectilíneos o curvos.
En operaciones de torneado la trayectoria del filo de la herramienta a programar coincide con el perfil de la geometría a mecanizar. En cambio, en operaciones de fresado la trayectoria programada se corresponde con la que debe seguir el centro de la herramienta, y por lo tanto depende del diámetro de esta.
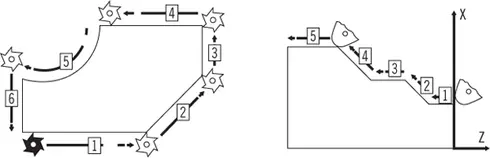
Secuencia de movimientos de la herramienta para mecanizar el contorno de una pieza en fresadora (izquierda) y en torno (derecha)
6.1. Interpolación lineal a velocidad de avance máxima
Con la función G00 se programan todos los desplazamientos rápidos y en línea recta que tenga que realizar la herramienta durante el proceso de mecanizado. Cuando se habla de movimiento rápido se refiere a la máxima velocidad que es capaz de alcanzar los ejes de movimiento de la máquina. Esta velocidad varía en función del fabricante y características del aparato, pero actualmente, en todos ellos, los movimientos suelen ser muy rápidos, pudiendo alcanzar 80.000 mm/min.

Nota
En estos tipos de movimientos no existe contacto entre la pieza y la herramienta.
Esta función se suele emplear en movimientos de aproximación de la herramienta a la zona de trabajo de la pieza, entre diferentes pasadas o retiradas al finalizar una operación. Es conveniente utilizar esta función siempre que sea viable para emplear el menor tiempo posible en la mecanización de la pieza, no obstante es muy importante tener en cuenta lo siguiente: si la herramienta de corte entra en contacto con la pieza durante un desplazamiento rectilíneo rápido del tipo G00 se producirá la rotura inmediata de esta, y posiblemente se provoquen otros tipos de daños en la máquina.
La función G00 es modal, es decir, una vez escrita en una línea del programa permanece activa y no es necesario escribirla en líneas sucesivas. La función G00 se anula con alguna de las funciones G01, G02, G03 o G33.
Al emplear la función G00, no se anula la F que esté programada anteriormente, manteniéndose en la memoria de la máquina hasta que se active o cambie por otro valor F.
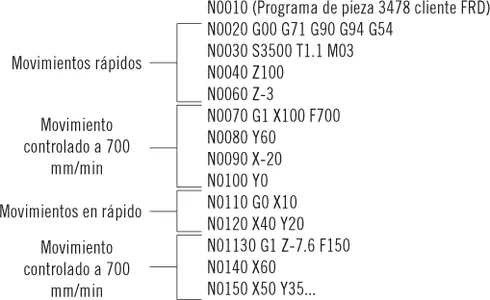
Extracto de programa CNC donde se combinan interpolaciones lineales a máxima velocidad y a velocidad programada
6.2. Interpolación lineal a velocidad de avance programada
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109»
Представляем Вашему вниманию похожие книги на «Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.









Обсуждение, отзывы о книге «Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.