Process Intensification and Integration for Sustainable Design
Здесь есть возможность читать онлайн «Process Intensification and Integration for Sustainable Design» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: unrecognised, на английском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Process Intensification and Integration for Sustainable Design
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Process Intensification and Integration for Sustainable Design: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Process Intensification and Integration for Sustainable Design»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Process Intensification and Integration for Sustainable Design
Covers the many advances and changes in process intensification and integration Provides side-by-side discussions of fundamental techniques and recent industrial experiences to guide practitioners in their own processes Presents comprehensive coverage of topics relevant, among others, to the process industry, biorefineries, and plant energy management Offers insightful analysis and integration of reactor and heat exchanger network Looks at optimization of integrated water and multi-regenerator membrane systems involving multi-contaminants
is an ideal book for process engineers, chemical engineers, engineering scientists, engineering consultants, and chemists.
Process Intensification and Integration for Sustainable Design — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Process Intensification and Integration for Sustainable Design», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
2.5.1.2 NGL Recovery Process
Figure 2.4shows a typical NGL recovery process used in natural gas processing.
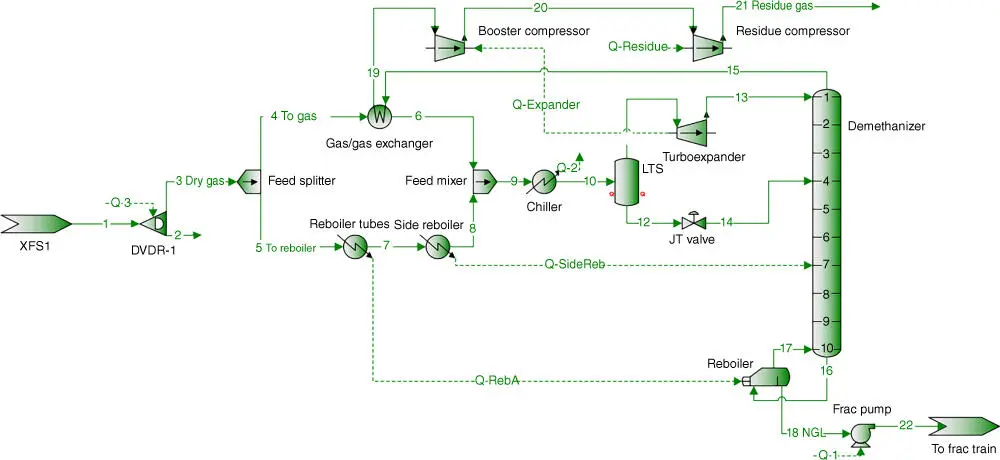
Figure 2.4Turboexpander process (stream 19 shows the recovery of recompression work).
In all cases except for Feed #1 (for reasons discussed later), NGL recovery is done via the turboexpander process. This process is used to separate methane from the NGLs. A key feature of this process is the turboexpander, which is used to recover some recompression work done by the gas (see Figure 2.4). Another key feature of the process is the compact (brazed aluminum) heat exchanger. These exchangers can achieve much closer approach temperatures and can operate at much lower temperatures than can shell‐and‐tube exchangers [34].
2.5.1.3 Fractionation Train
As seen in Figure 2.5, NGLs may be further separated into their components using this distillation column sequence. This distillation column sequence is chosen such that components are removed in order from lightest to heaviest. This enables easy separation because it reduces the flow rate sent to subsequent columns more than would separate the components in the opposite order. The columns operate at very high pressure (from 120 to 285 psig) because at low pressures all of these components are gases. This is done for all cases except for Feed #1.
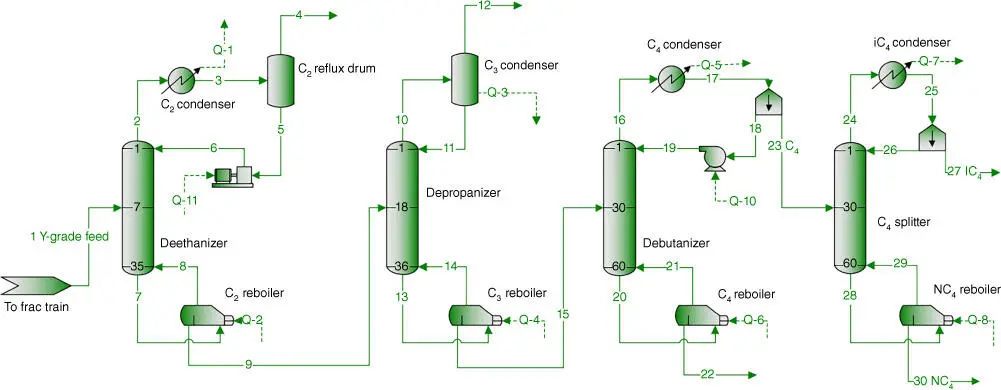
Figure 2.5Fractionation train.
2.5.1.4 Acid Gas Removal
The acid gas removal unit simulated for this case is shown in Figure 2.6. This unit is similar to the dehydration unit ( Section 2.5.1.1). The solvents (methyl diethanolamine [MDEA] and piperazine) are used to remove acid gases, CO 2and H 2S, from the incoming sour gas in the absorber column, and the solvents are stripped of the impurities in the stripper.
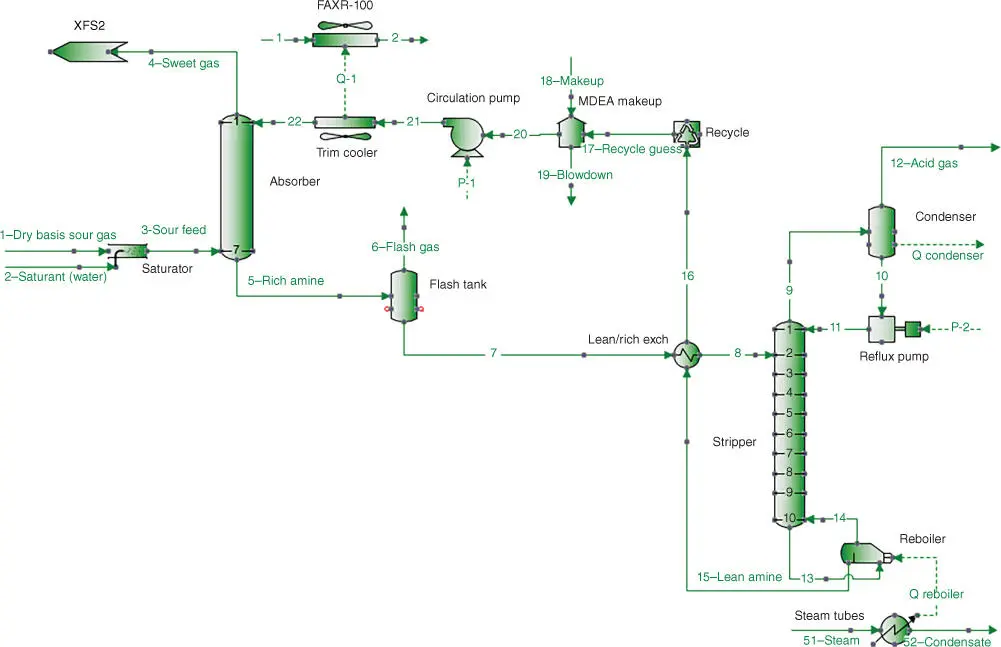
Figure 2.6Acid gas removal unit.
2.5.2 Profitability Assessment
Figure 2.7shows the annual revenue associated with the five feeds and compares the revenue with the composition of methane in the feed.
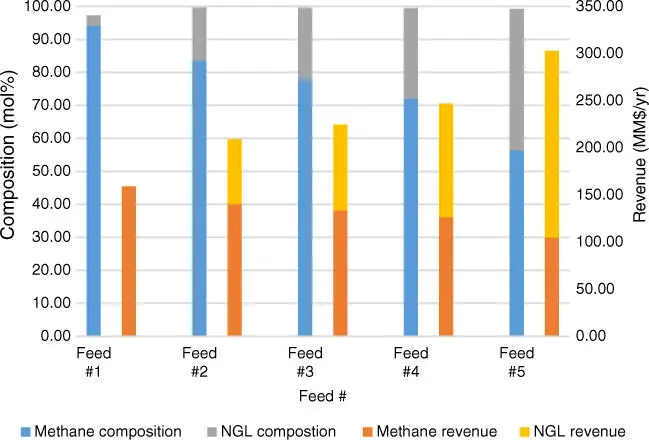
Figure 2.7Comparison of gas composition with revenue.
The total revenue increases with increasing quantity of NGLs in the feed, despite the fact that each feed is primarily methane ( Figure 2.7).
Methane sales prices (heat value) are typically reported in $/MMBtu (see Table 2.5), which may be converted into an average price of US$0.02 gal/yr as shown in Table 2.6. This price is significantly less than the price of the NGLs as listed in Table 2.6. Thus, feeds with high NGL content generate higher revenue.
Table 2.6Effective prices for products ($/gal).
| Commodity | Units | Base case |
| Heat value | $/gal | 0.02 |
| Ethane | $/gal | 0.262 |
| Propane | $/gal | 0.632 |
| n ‐Butane | $/gal | 0.691 |
Table 2.7shows the results from the economic calculations for the base case. The ROI exceeded 10%, meeting the minimum criteria for potential profitability (ROI > 10%).
Table 2.7Return on investment for the base case.
| Base case | |
| Total fixed cost (MM$) | 29.5 |
| Total variable cost (MM$/yr) | 13.6 |
| Feedstock cost (MM$/yr) | 204 |
| Total revenue (MM$/yr) | 225 |
| Annual net profit (MM$/yr) | 5.50 |
| Total capital investment (MM$/yr) | 34.6 |
| ROI (%) | 15.9 |
As discussed previously, the base case was considered an existing plant. Additional cases were considered from a standpoint of whether needed modifications were justified by amount of additional revenue made. This was assessed by calculating the IROI. The results are displayed in Figure 2.8. Figures 2.8and 2.10do not include the base case (Feed #3) as they examine only additional cases.
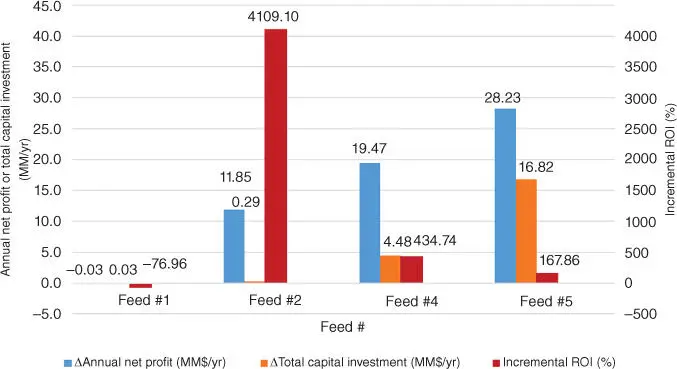
Figure 2.8Economic metrics for the additional cases.
Higher methane composition feeds generally require fewer modifications to the existing plant. As a result, the TCI change for these feeds is very low ( Figure 2.8). However, the additional annual net profit for these feeds is also low. The necessary modifications are justified economically, using the criteria of IROI > 10%, for all the cases except for the high methane case (Feed #1).
We next explain the condition for Feed #1. The content of NGLs in Feed #1 is very low (see Table 2.2), such that the gas already meets pipeline quality, except for the quantity of water in the gas. Therefore the turboexpander and fractionation train separation units are not needed. NGLs are very valuable, and therefore it is worth considering keeping these separation units. However this is determined to be infeasible, due to the fact that for the given inlet pressure of 1000 psig, the stream can never be in the two‐phase region regardless of the stream temperature. Thus it is not possible to remove the NGLs from the gas in a profitable way (see the phase envelop in Figure 2.9). Besides, the sales gas and wellhead gas have the same price (the heat value price), and almost the same heat value (approximately 1015 Btu/SCF), so there is no way to make a profit.
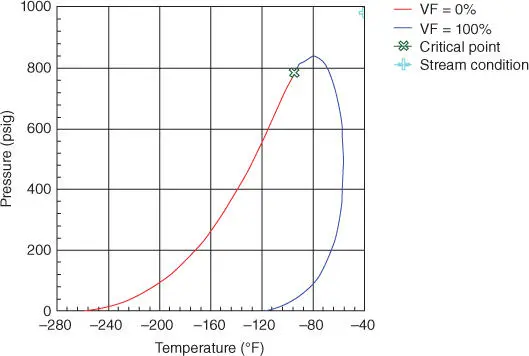
Figure 2.9Phase envelope for Feed #1 before the demethanizer column (generated from process simulation).
Some feeds are more likely to occur than others. To obtain a more accurate picture of whether or not each stream is worth treating, its IROI is multiplied by the probability for it to occur (see Table 2.2for details). Next, the IROI based on probability of occurrence was calculated ( Figure 2.10).
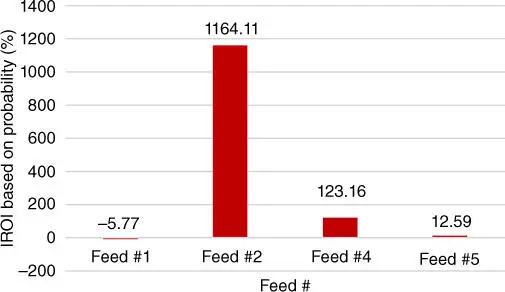
Figure 2.10IROI based on feed probability.
As can be seen all of the listed feeds are still worth treating based on the IROI > 10%. Despite the fact that Feed #5 generates the most additional revenue, it is only barely worth making the additional needed capital investment because the probability of this feed occurring is very low (7.50%).
The total ROI calculated for these five feeds based on their likelihood to occur is determined from Eq. (2.13).
The total ROI is found to be 24.4%, which is greater than the 15.9% for treating only the base case.
2.5.3 High Acid Gas Case Economics
Figure 2.11shows the revenue for the base case and high acid gas case. There is only a slight decrease in revenue compared with the base case for the high acid case. This is because only a small percentage of the incoming gas is acid gases, while the remainder of the feed composition is similar to that for the base case feed.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Process Intensification and Integration for Sustainable Design»
Представляем Вашему вниманию похожие книги на «Process Intensification and Integration for Sustainable Design» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.




Обсуждение, отзывы о книге «Process Intensification and Integration for Sustainable Design» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.