Process Intensification and Integration for Sustainable Design
Здесь есть возможность читать онлайн «Process Intensification and Integration for Sustainable Design» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: unrecognised, на английском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Process Intensification and Integration for Sustainable Design
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Process Intensification and Integration for Sustainable Design: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Process Intensification and Integration for Sustainable Design»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Process Intensification and Integration for Sustainable Design
Covers the many advances and changes in process intensification and integration Provides side-by-side discussions of fundamental techniques and recent industrial experiences to guide practitioners in their own processes Presents comprehensive coverage of topics relevant, among others, to the process industry, biorefineries, and plant energy management Offers insightful analysis and integration of reactor and heat exchanger network Looks at optimization of integrated water and multi-regenerator membrane systems involving multi-contaminants
is an ideal book for process engineers, chemical engineers, engineering scientists, engineering consultants, and chemists.
Process Intensification and Integration for Sustainable Design — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Process Intensification and Integration for Sustainable Design», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
36 36 Lutze, P., Babi, D.K., Woodley, J.M., and Gani, R. (2013). Phenomena based methodology for process synthesis incorporating process intensification. Industrial and Engineering Chemistry Research 52: 7127–7144. https://doi.org/10.1021/ie302513y.
37 37 Castillo‐Landero, A., Jiménez‐Gutiérrez, A., and Gani, R. (2018). Intensification methodology to minimize the number of pieces of equipment and its application to a process to produce dioxolane products. Industrial and Engineering Chemistry Research 57 (30): 9810–9820. https://doi.org/10.1021/acs.iecr.7b05229.
38 38 Buchaly, C., Kreis, P., and Górak, A. (2007). Hybrid separation processes – combination of reactive distillation with membrane separation. Chemical Engineering and Processing: Process Intensification 46 (9): 790–799. https://doi.org/10.1016/j.cep.2007.05.023.
39 39 Siirola, J.J. (1996). Industrial applications of process synthesis. Advances in Chemical Engineering 23: 1–62. https://doi.org/10.1016/S0065-2377(08)60201-X.
40 40 Castillo‐Landero, A., Ortiz‐Espinoza, A.P., and Jiménez‐Gutiérrez, A. (2019). A process intensification methodology including economic, sustainability and safety considerations. Industrial and Engineering Chemistry Research 58 (15): 6080–6092. https://doi.org/10.1021/acs.iecr.8b04146.
2 Design and Techno‐Economic Analysis of Separation Units to Handle Feedstock Variability in Shale Gas Treatment
Eric Bohac1, Debalina Sengupta2, and Mahmoud M. El‐Halwagi1,2
1Texas A&M University, Department of Chemical Engineering, University Drive at Spence Street, College Station, 77840, USA
2Texas A&M Engineering Experiment Station, Gas and Fuels Research Center, University Drive at Spence Street, College Station, 77840, USA
2.1 Introduction
Over the past decade, the shale gas boom has caused significant industrial development in the United States, with the promise of significant monetization opportunities for the manufacturing sector to produce various value‐added chemicals and fuels [1]. Shale gas is a form of natural gas where the gas is trapped within low permeability shale formations [2]. One major challenge with shale gas however is the wide variability in the composition and flow rate of the gas. The composition and flow rate, both between wells and within the same well over time, can differ significantly [3-5].
Dynamic and spatial variability in flow rate and composition pose major challenges when designing a gas processing plant of optimal size. In general, plants with larger process equipment are more flexible and are able to handle a wider range of inlet compositions. Nonetheless, these plants also have higher fixed and variable costs. A gas processing plant is needed to purify and separate natural gas and natural gas liquids (NGLs) and to isolate various possible containments including water, sulfur species, carbon dioxide, mercury, and oxygen [6]. Such separation operations may include acid gas removal, to remove sulfur species and carbon dioxide, dehydration, nitrogen rejection, mercury removal, NGL recovery, and NGL separation. One issue currently facing the gas production industry is a lack of capacity to handle greatly increased production [7]. Another issue is frequent unplanned shutdowns and a lack of efficiency in operations [8]. Regardless of the dynamic and spatial variability in shale gas flow rate and composition, gas processing facilities must have the ability to handle such variations and render a set of products with consistent qualities to satisfy pipeline constraints and downstream‐processing requirements [9-12]. In this chapter, the aim is to determine a method to find the optimal size of a plant and a strategy to process wellhead gas when feeds of various compositions are available to the facility. Process synthesis, simulation, and techno‐economic analysis were used to determine the optimal configuration and capacity of the gas treatment plant.
The approach will also incorporate safety into the early stages of process design, before changes in design become more costly and difficult to make [13-15]. The concept of inherent safety is that, by eliminating or reducing the sources of hazards in a chemical plant, the severity and likelihood of process safety incidents will be reduced [8]. One challenge of implementing inherent safety is the lack of information in early design stages. Most existing safety assessment tools are used retroactively, after the process design is completed or near completion [16]. In order to quantify the inherent safety of alternative process designs during the early design stages, a number of safety indices have been developed [14,15,17]. In this work the safety of different process designs will be compared using a modified version of the process route index (PRI) [18]. This safety index was chosen because the chemicals involved in natural gas processing are highly flammable and explosive [18,19].
Another important consideration is environmental impact. While natural gas is considered to be cleaner than coal and oil (from an emissions and energy consumption standpoint), there is potential for further reduction in environmental impact [20,21]. However to the author's knowledge fluctuating feedstock compositions have not been considered in literature for shale gas processing.
2.2 Problem Statement
The problem to be addressed in this work is stated as follows:
A set of shale gas wells with anticipated profiles for variable flow rates and compositions and known, temperature, and pressure
A known set of feedstock and product prices
It is desired to develop a systematic design and optimization approach for gas treatment plant. Although the processing steps for treating raw shale gas can vary depending on the composition of the wellhead gas, a common process flowsheet (shown by Figure 2.1) is considered. First, condensates and free water are separated. Then, acid gases (CO 2and H 2S) are removed. Acid gas content must be lowered to permissible levels to prevent corrosion issues during additional processing and/or during pipeline transport [6]. Dehydration is then carried out to remove bound water. This water must be removed to low levels because (i) it may form hydrates with natural gas components such as methane, ethane, and carbon dioxide, and (ii) it may freeze in later processing steps. In either case, the formed solids may plug piping and separation units [6]. Next, methane (sales gas) is separated from the other NGLs. Finally the latter is fractionated into their individual components as they typically have high economic value.
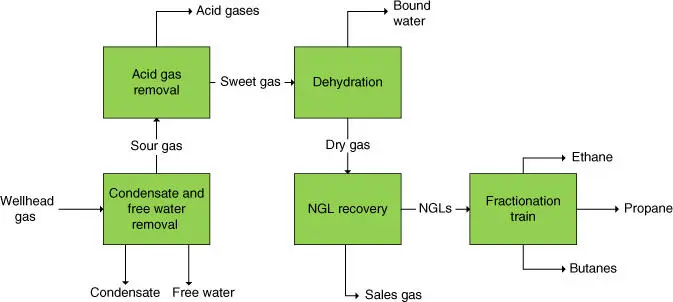
Figure 2.1Shale gas treatment process.
2.3 Methodology
Figure 2.2gives an overview of the proposed approach. First, a statistical analysis is carried out for the composition data. Several feeds are chosen, and process simulations are performed using a set of given assumptions to meet product specifications. Then, a process design is developed for each feed. Next, fixed and variable costs are estimated using simulation results, which include equipment sizing, mass and energy balances, operating conditions, and utility consumption as well as detailed cost data. Finally economic calculations are performed, and when combined with revenue information enable analysis of economic results.
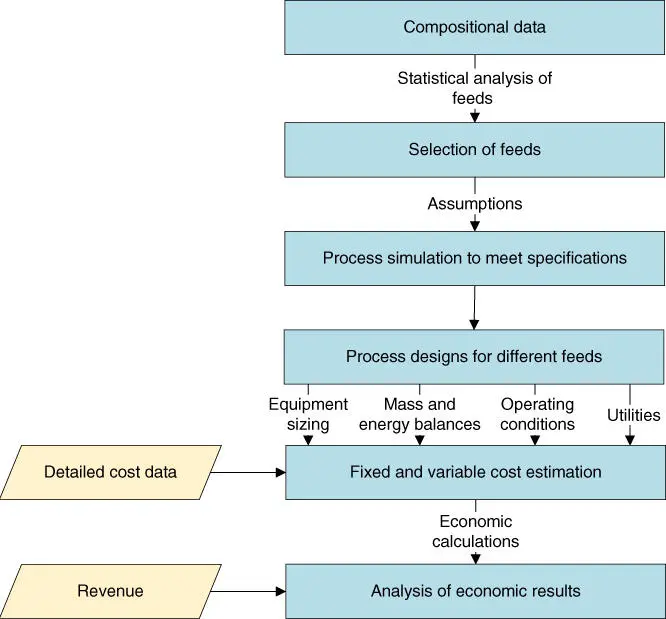
Figure 2.2Overview of the methodology.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Process Intensification and Integration for Sustainable Design»
Представляем Вашему вниманию похожие книги на «Process Intensification and Integration for Sustainable Design» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.




Обсуждение, отзывы о книге «Process Intensification and Integration for Sustainable Design» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.