José Agustín Cruelles Ruíz - Stock, procesos y dirección de operaciones
Здесь есть возможность читать онлайн «José Agustín Cruelles Ruíz - Stock, procesos y dirección de operaciones» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: unrecognised, на испанском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Stock, procesos y dirección de operaciones
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Stock, procesos y dirección de operaciones: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Stock, procesos y dirección de operaciones»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Stock, procesos y dirección de operaciones — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Stock, procesos y dirección de operaciones», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Debido a la generalidad de dicha definición, esta debe acotarse. Este capítulo se centrará en el despilfarro que se produce en el uso de la mano de obra y el tiempo que es el que se considera que está sin parametrizar, ya que el resto de despilfarros ya están más que cuantificados y son muy fáciles de calcular:
Sobre stocks: Su coste financiero, coste de ocupación y coste de riesgos y obsolescencia.
Espacio: Coste de tener una factoría más grande de lo necesario. El despilfarro está en el sobrecoste de los metros cuadrados no necesarios.
Maquinaria: Toda maquinaria con una capacidad de producción mayor de la necesaria o con un exceso de averías o de cambios de útiles produce un despilfarro fácil de calcular.
Materiales: Depende de los diseños que haga el departamento de ingeniería y del aprovechamiento óptimo de la materia prima, así como de los rechazos, etc.
Mano de obra: Es realmente la más difícil de cuantificar y clasificar. Es el objetivo de la Teoría de la Medición del Despilfarro.
2.1.1. Bases y supuestos para esta teoría
Tal y como se ha comentado, esta teoría tratará de crear una metodología para la medición del despilfarro en la mano de obra. Se ha considerado que esta parte del despilfarro es la más importante de todas en su cuantía y que es, además, la más difícil de medir. Que es muy importante detectar las causas y los orígenes de su cuantía final para ser efectivos en su mejora.
Recurriendo otra vez a la definición utilizada en Toyota: « Todo lo que no sea la cantidad mínima de equipo, materiales, piezas, espacio y tiempo del operario que resultan totalmente esenciales para añadir valor al producto», el objeto de la teoría es la medición de lo subrayado.
Por tanto, lo primero que se tiene que definir es la cantidad mínima de tiempo necesaria (CMTN) para la realización de cada una de las tareas que componen la fabricación de un producto o el desarrollo de un servicio.
Un producto o servicio necesita de un proceso compuesto de varias tareas para su realización. Cada una de las tareas tendrá asociado un Tiempo Estándar o Valor Puntoque será fruto de un estudio de métodos y tiempos. A lo largo de este texto haremos referencias al tiempo estándar. Entonces:
Fórmula 1
Es decir, que la cantidad mínima de tiempo necesario es igual a la suma de los tiempos estándar de cada una de las tareas que son necesarias para fabricar el producto o prestar el servicio.
Para aclarar los conceptos partimos de los siguientes supuestos y fijación de variables:
Que los tiempos estándar, si bien son mejorables, se suponen, por el momento, como los mínimos realizables.
Que ninguna de las tareas que se definen en el proceso sobra, al menos de momento.
2.1.2. Estructura de un producto
Para clarificar las hipótesis citadas anteriormente se procede a ilustrar la estructura de tareas de un producto mediante su diagrama de proceso completo. Este diagrama es de un producto genérico.
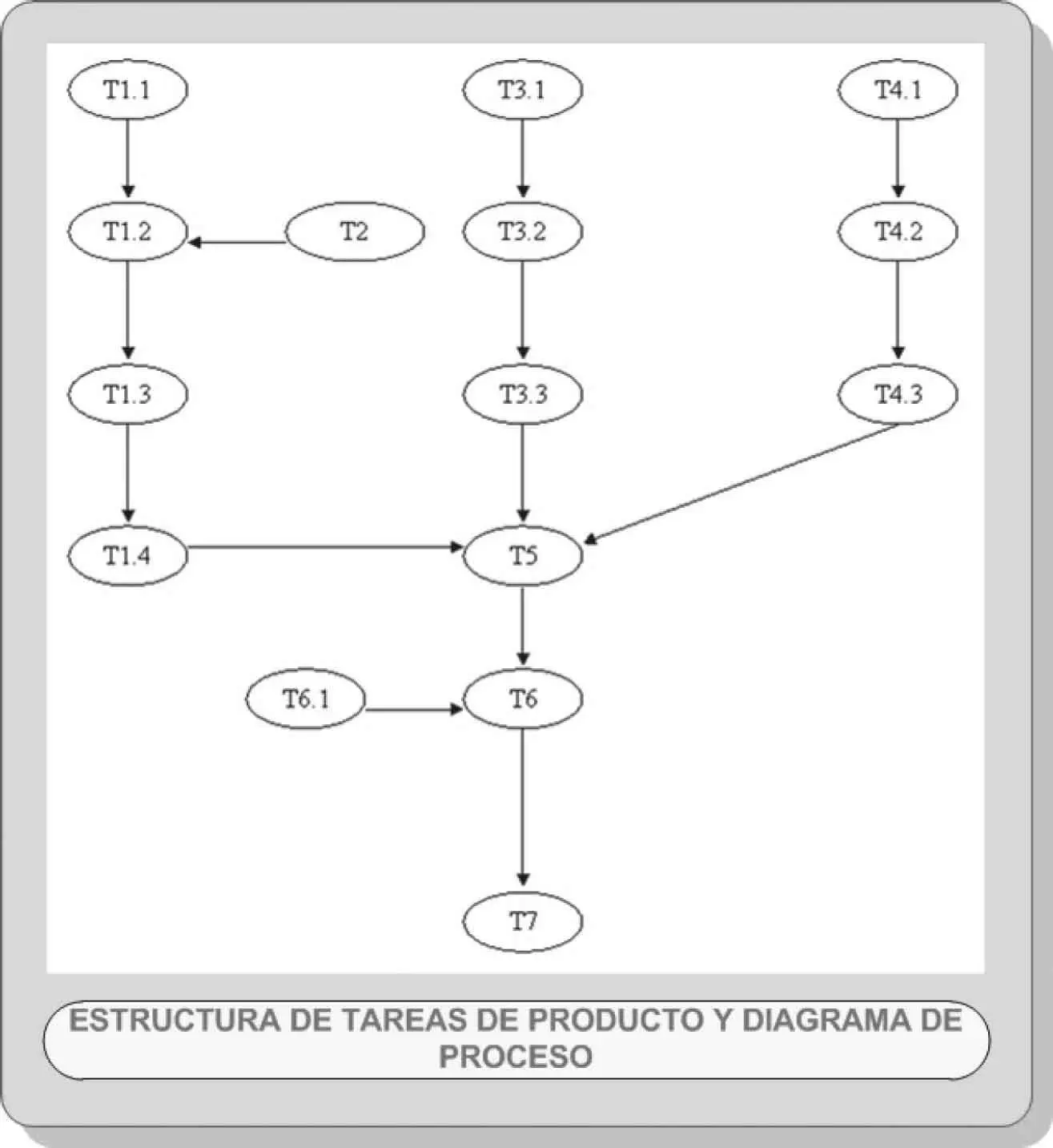
Figura 2.2
Según las tareas de la ilustración, asignándoles un tiempo estándar hipotético se puede calcular la cantidad mínima de tiempo necesaria (CMTN) que define Toyota y, a partir de la cual, el tiempo que se consuma pasa a ser despilfarro.
Por ejemplo:
| Tarea | Tiempo Estándar (minutos) |
| T1.1 | 7 |
| T1.2 | 5 |
| T1.3 | 9 |
| T1.4 | 5 |
| T2 | 5 |
| T3.1 | 8 |
| T3.2 | 5 |
| T3.3 | 9 |
| T4.1 | 3 |
| T4.2 | 1 |
| T4.3 | 3 |
| T5 | 2 |
| T6 | 10 |
| T6.1 | 7 |
| T7 | 21 |
| ∑ CMTN | 100 |
Por tanto, para un producto hipotético, hemos determinado que la CMTN es de 100 Minutos-hombre.
2.1.3. Coeficiente de despilfarro y teoría de la medición del despilfarro
Se define a continuación un parámetro adimensional que denominaremos coeficiente de despilfarro Cd.Es un parámetro que define la relación entre el tiempo real utilizado durante la fabricación y la CMTN. Por tanto:

Fórmula 2
Siempre, absolutamente siempre, Cd > 1, ya que el tiempo real empleado siempre será mayor que el mínimo, porque si no este no sería el mínimo, es algo axiomático.
La Teoría de la Medición del Despilfarro dice:
Que el despilfarro en la mano de obra puede medir y desglosarse por causas muy concretas y parametrizadas a partir de coeficientes.
Que dichos coeficientes pueden constituir una herramienta de medición del estado de la fábrica a partir de los cuales actuar para su gestión y su mejora.
Posteriormente se definirán los distintos tipos de despilfarro que sumados componen el coeficiente de despilfarro total.
2.2. Desglose del despilfarro
Tal y como se ha descrito anteriormente, el despilfarro se medirá por su coeficiente Cd. En este punto se procede a descomponer este coeficiente en función de sus causas. En esta teoría, se desglosa el despilfarro en tres grandes grupos:
Fórmula 3
Donde:
Cact: Es el coeficiente que mide el despilfarro por improductividades causadas por la mano de obra directa, por el bajo desempeño.
Cg: Es el coeficiente que mide el despilfarro causado por las negligencias en la gestión, por la incidencias.
Gráficamente representamos así el despilfarro (lo coloreado en gris oscuro corresponde al despilfarro):
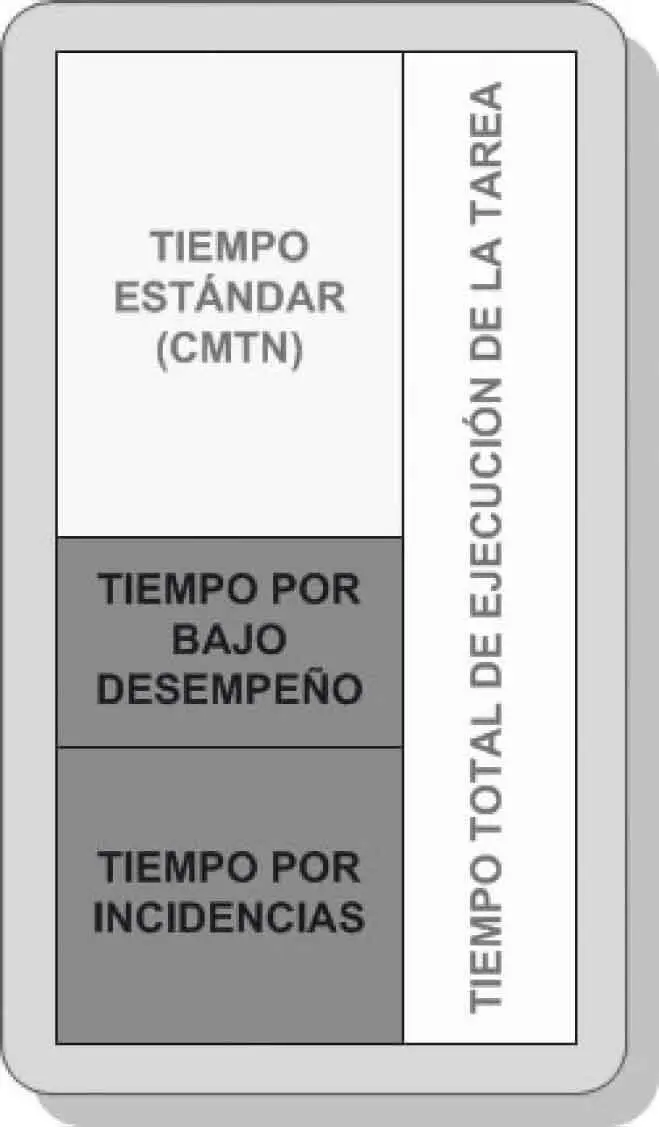
Figura 2.3
Observando la gráfica anterior vamos a demostrar la fórmula 3, a partir de la fórmula 2:
Según la fórmula 2:
Entonces:
Fórmula 4
Según el gráfico anterior:

Fórmula 5

Fórmula 6
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Stock, procesos y dirección de operaciones»
Представляем Вашему вниманию похожие книги на «Stock, procesos y dirección de operaciones» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.











Обсуждение, отзывы о книге «Stock, procesos y dirección de operaciones» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.