José Agustín Cruelles Ruíz - Stock, procesos y dirección de operaciones
Здесь есть возможность читать онлайн «José Agustín Cruelles Ruíz - Stock, procesos y dirección de operaciones» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: unrecognised, на испанском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Stock, procesos y dirección de operaciones
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Stock, procesos y dirección de operaciones: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Stock, procesos y dirección de operaciones»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Stock, procesos y dirección de operaciones — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Stock, procesos y dirección de operaciones», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
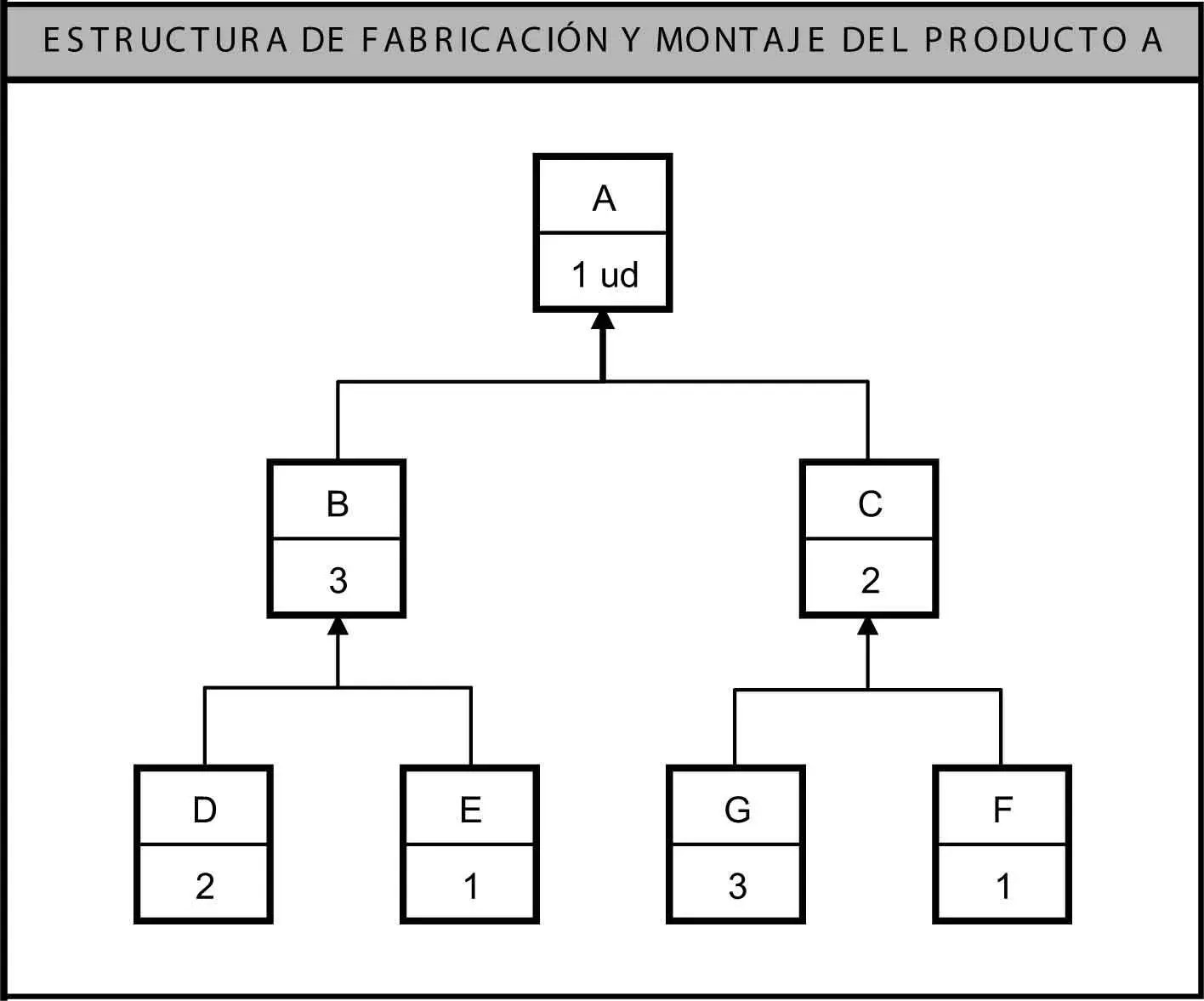
Figura 1.5
Para poder calcular todos los planes de producción antes descritos, es necesaria la estructura del producto.
Los registros de inventarios corresponden al seguimiento que se realiza al inventario e indican la disponibilidad del producto en determinado momento. Estos registros incluyen tiempos de entrega, inventarios de seguridad, tamaños de lote; cada uno de estos factores se debe tener en cuenta para la planeación. El registro de inventarios retroalimenta constantemente el sistema.
La salida más importante de un sistema MRP es el conjunto de liberación de órdenes que se generan. Estas pueden ser de dos tipos: órdenes de compra que indican la cantidad y el período en que deben pedirse las materias primas e insumos; y las órdenes de producció nque indican el período y la cantidad de piezas que deben comenzar el proceso de fabricación para obtener el producto final en la fecha requerida.
La planeación de requerimientos de capacidad (CRP - Capacity Requirements Planning ) determina el nivel de capacidad necesario para completar el plan de producción y así determinar si el plan es factible o si se deben equilibrar los requerimientos de acuerdo a la capacidad disponible. Tengamos en cuenta que cada fase del proceso de producción requiere tiempo de máquinas y mano de obra. Utiliza la información del MRP, la cual ya ha considerado factores como tamaños de lote, lead times, niveles de inventario y stock de seguridad.
Planificación de Recursos de Manufactura (MRPII, Manufacturing Resource Planning). Al igual que con la gestión de stock y aprovisionamiento se facilitan materiales para que el MRP se cumpla, el CRP debe gestionar que haya recursos de manufactura suficientes para que el MRP II se cumpla. Y la comparación entre necesidades de capacidad y capacidad disponible constituye un ciclo de prueba y error, para, si es necesario, modificar la necesidad de recursos o las cantidades del plan maestro de producción.
Por aclarar conceptos (si bien se verán extensamente en el capítulo correspondiente), el MRP determina los materiales necesarios y las órdenes de compra y fabricación; el CRP indica cuales son las necesidades de capacidad para obtener estos materiales y el MRP II indica los recursos de los que se va a hacer uso y de qué manera para cumplir con el MRP. El CRP aprobado es el MRPII y este constituye una instrucción.
Por ejemplo, imaginemos que hay mucha más capacidad que necesidad. Entonces, quizás haya que modificar la necesidad aumentándola y haciendo que se fabriquen más piezas para luego intentar venderlas. O si no hay capacidad suficiente, quizás se pueda modificar la necesidad atrasando pedidos de común acuerdo con los clientes. Tanto para aumentar como para disminuir fabricación debe estar implicado en la decisión el departamento comercial, ya que no se puede aumentar fabricación de productos de los cuales no garanticemos una salida ni se puede disminuir o aplazar pedidos sin el consentimiento de los clientes.
Es que, de hecho, la definición del MRP es casi de Perogrullo: «Es una técnica para planificar la cantidad de materiales que se deben tener en cada puesto de trabajo y en cada momento para que la fabricación sea posible». Cualquiera pensaría: «¡qué menos!». Lo que pasa es que lo difícil es hacer que dichos materiales estén disponibles. Con el MRP II y los recursos de manufactura pasa lo mismo.
El CRP en este punto, al igual que el MRP II, se trata de una gestión a muy corto plazo y es responsabilidad de la dirección de operaciones.
Una vez que se han hecho todas las simulaciones necesarias y ya se han tomado decisiones, se pasa a lanzar las órdenes de trabajo.
Las órdenes de trabajo son internas de fabricación y externas (de compras a proveedores). Se realiza desde la dirección de operaciones. Si se deciden unas determinadas órdenes de trabajo es porque la dirección de operaciones ya tiene, más o menos, resuelto el aprovisionamiento de materiales y ha provisto de capacidades necesarias para que dichas órdenes, en función de los plazos establecidos, sean realizables.
En este punto ya se implica a los mandos intermedios, quienes son los receptores de las órdenes de trabajo y deben actuar en consecuencia. También los responsables de compras y almacenes recibirán las órdenes de aprovisionamiento.
La programación de la producción (Scheduling) es la última etapa dentro del proceso de planificación y control de la producción. La misma permitirá saber a cada trabajador o a cada responsable de un centro de trabajo lo que debe hacer para cumplir con el plan propuesto. Estas actividades se enmarcan dentro de la fase de ejecución y control.
Lanzadas las órdenes de trabajo es necesaria una supervisión diaria en la que los mandos intermedios deberán manejar herramientas para:
Supervisar la disponibilidad de materiales en el puesto de trabajo.
Supervisar la capacidad de las secciones: necesidad y capacidad.
En base a esta supervisión, diariamente se establecerán medidas correctoras. El motivo de este punto es que los planes nunca se cumplen, siempre hay eventos que deshacen lo que se tenía previsto: pedidos urgentes, averías en las máquinas, bajas inesperadas, anulación de pedidos, errores de cálculo.
Explicado todo lo anterior, una manera más completa de estructurar la Gestión de la Producción se puede observar en el siguiente gráfico.
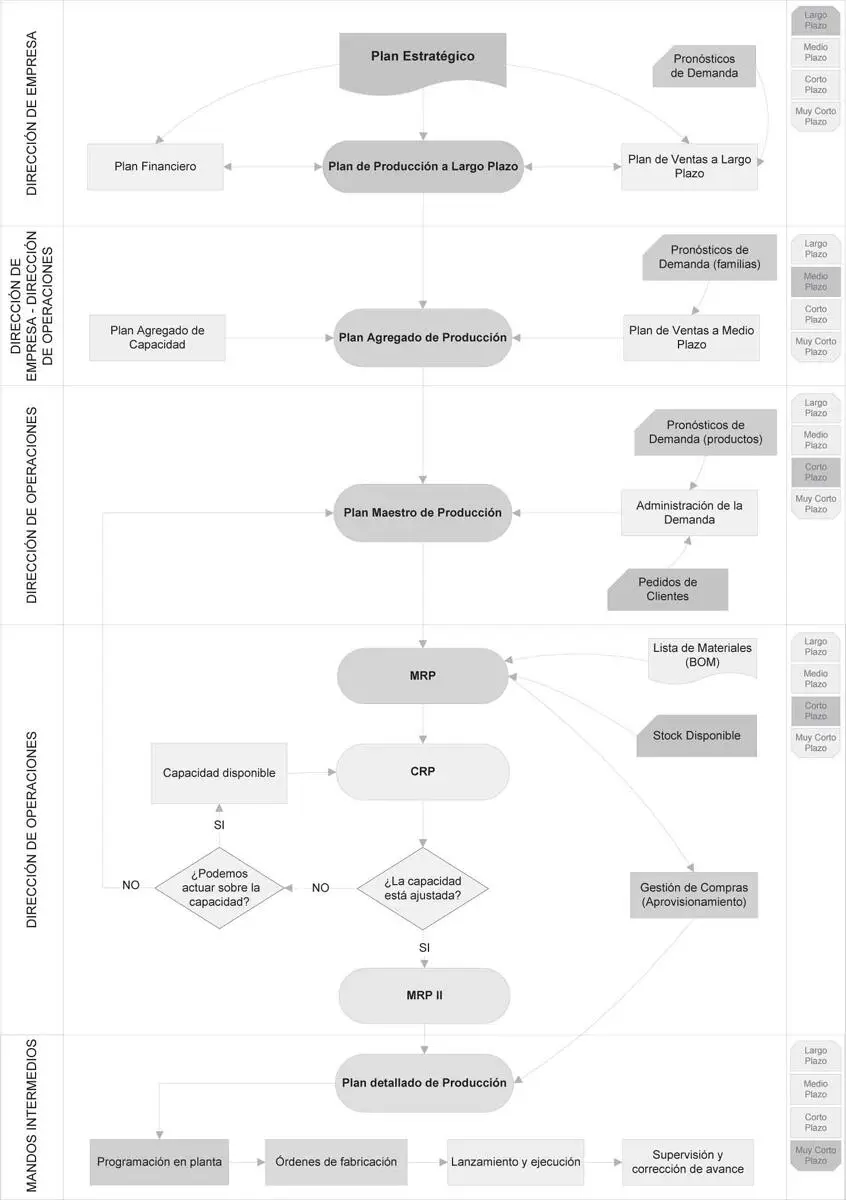
Figura 1.6 Ciclo de gestión de la producción
Hasta aquí queda descrito el ciclo de gestión de la producción que se desarrollará en la parte II. El primer paso para la reducción de costes, o «hacer al menor coste posible», es desarrollar bien este ciclo.
Para la correcta comprensión de esta parte se dan a continuación una serie de definiciones que se utilizarán a lo largo del desarrollo del curso.
Definiciones y conceptos
Hora-hombre: Unidad de medida que cuantifica el trabajo realizado por un hombre normal durante una hora.
Hora-máquina: Unidad de medida que cuantifica el trabajo realizado por una máquina concreta durante una hora.
Si estas unidades se están utilizando para medir la capacidad nos indicarán las Horas-hombre de las que disponemos en la planta: este dato se obtiene de multiplicar el número de operarios por las horas de duración de su jornada laboral y por la cantidad de días en los que se quiere calcular la capacidad. Si, por el contrario, se están utilizando para medir necesidad, la cantidad de Horas-hombre se calcula multiplicando el tiempo estándar o tiempo objetivo (en Horas-hombre) por el número de unidades a fabricar.
Hora normal: Horas correspondientes a una jornada normal o jornada regular (normalmente 8 horas).
Hora extra: Horas realizadas fuera del horario normal (generalmente para aumentar la producción). Son más caras que las horas normales.
Tiempo estándar: Tiempo requerido para que un operario de tipo medio, plenamente calificado y adiestrado, y trabajando a un ritmo normal, lleve a cabo una tarea. Se determina sumando el tiempo asignado a cada uno de los elementos que componen la tarea afectados por el correspondiente suplemento de descanso y la proporción de tareas frecuenciales. Se mide en Tiempo hombre (Horas-hombre o Minutos-hombre) y en Tiempo máquina.
Tiempo estándar de lote: Es el resultado de multiplicar el tiempo estándar de la unidad por el número de unidades que componen dicho lote más el tiempo estándar de preparación del lote (cambio de máquinas y utillajes). También se mide en Tiempo hombre y en Tiempo máquina.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Stock, procesos y dirección de operaciones»
Представляем Вашему вниманию похожие книги на «Stock, procesos y dirección de operaciones» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.











Обсуждение, отзывы о книге «Stock, procesos y dirección de operaciones» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.