Jörg R. Strub - Curriculum Prothetik
Здесь есть возможность читать онлайн «Jörg R. Strub - Curriculum Prothetik» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: unrecognised, на немецком языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Curriculum Prothetik
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:5 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Curriculum Prothetik: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Curriculum Prothetik»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Von A wie Anamnese bis Z wie Zirkonoxid wird in nun 49 Kapiteln ein synoptisches Behandlungskonzept vorgestellt, das sämtliche Bereiche der modernen zahnärztlichen Prothetik einschließt. Das Behandlungskonzept zeichnet sich durch individuell auf den Patienten zugeschnittene Konzepte aus, die ästhetische Ansprüche, minimalinvasive Methoden und die Langlebigkeit prothetischer Versorgungen gleichermaßen berücksichtigen. Neben den klassischen Gebieten der festsitzenden, abnehmbaren und kombinierten (Implantat-)Prothetik und der zahnärztlichen Werkstoffkunde werden unter anderem die präprothetische Parodontologie, die Myoarthropathien des Kausystems und viele weitere präprothetische Vorbehandlungsmaßnahmen sowie die Nachsorge detailliert beschrieben. Durch die Ergänzung spezieller Themen wie des Mundschutzes im Sport, der mundgesundheitsbezogenen Lebensqualität sowie der evidenzbasierten Zahnmedizin wird mit diesem Werk ein umfassendes Bild des Faches vermittelt.
Curriculum Prothetik — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Curriculum Prothetik», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Geschiebe werden entweder vom Zahntechniker individuell hergestellt (sog. Semipräzisionsgeschiebe) oder industriell vorgefertigt (sog. Präzisionsgeschiebe).
Folgende Geschiebearten lassen sich unterscheiden:
Hülsengeschiebe (Doppelkronen) (siehe Kap. 36und 37)
Teilhülsengeschiebe (RS-, RSS-Geschiebe)
Konfektionierte Geschiebe (semipräzisions- und präzisionsgefertigte Geschiebe)
Steggeschiebe und Steggelenke
Scharniergelenke, Resilienzgelenke
Druckknopf-Systeme (Hülsenstiftgeschiebe) (siehe Kap. 38und 39)
In Deutschland waren im Jahre 2003 etwa drei Viertel der über die gesetzlichen Krankenkassen abgerechneten knapp 1,65 Millionen Geschiebe (Präzisionsverbindungselemente) Doppelkronen, während das andere Viertel sich auf die übrigen Elemente verteilte, wobei nur etwa 0,43 Millionen Teilhülsengeschiebe und konfektionierte Geschiebe zur Anwendung kamen (Kassenzahnärztliche Bundesvereinigung 2004). Im Rahmen der Regelversorgung der gesetzlichen Krankenkassen gehören seit 2005 nur noch Doppelkronen auf Eckzähnen und den ersten Prämolaren zu den bezuschussten Präzisionsverbindungselementen für Teilprothesen. Allerdings werden über Teilhülsengeschiebe und konfektionierte Geschiebe verankerte Teilprothesen (bei Befestigung an Kronen) als gleichartige Versorgungen anerkannt und der Patient erhält den seinem Befund entsprechenden Festkostenzuschuss (z. B. für notwendige Kronen). Sind bei kariesfreien Pfeilerzähnen stattdessen Adhäsivattachments geplant, erhält der Patient hierfür keinen zusätzlichen Festkostenzuschuss, da hier Klammern die Regelversorgung darstellen und diese schon Bestandteil der bezuschussten Modellgussprothese sind.
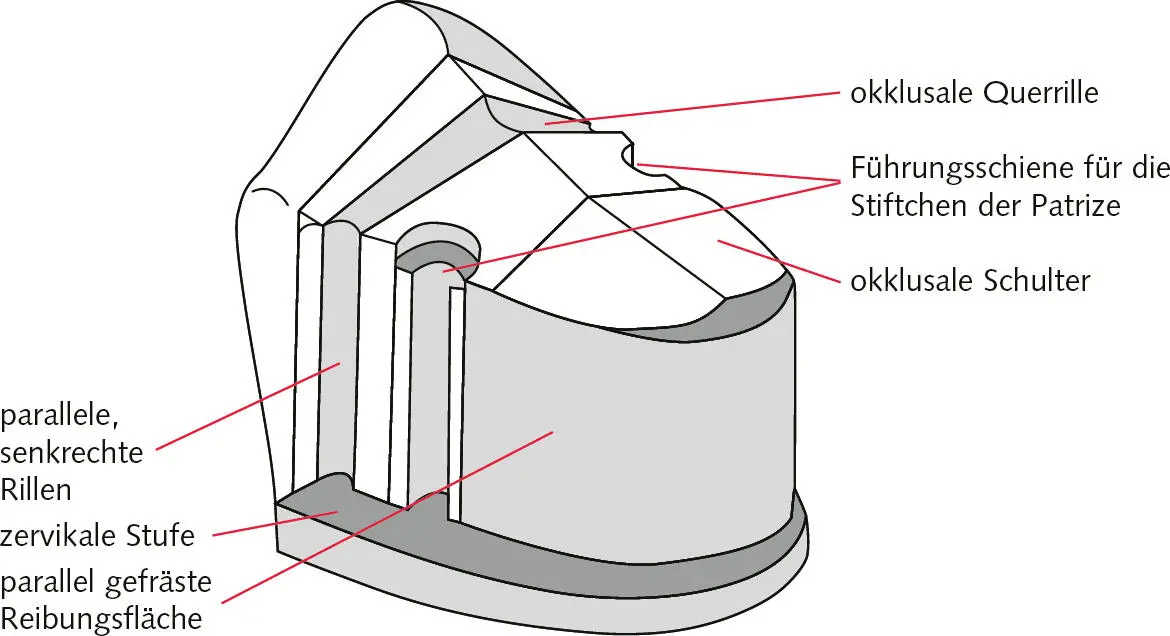
Abb. 35-1 Prinzip des Rillen-Schulter-Stift-Geschiebes, Matrize
35.2 Teilhülsengeschiebe
Bei den mit Hilfe der Parallelfrästechnik individuell hergestellten Teilhülsengeschieben wird das auf den Zahn festzementierte hülsen- oder teilkronenartige Innenteil vom Außenteil nur teilweise umfasst. Eine zervikale Stufe und/oder okklusale Schulter sorgt für eine definitive Endlage des am abnehmbaren Zahnersatz befestigten Sekundärteils (Außenteil). Man unterscheidet:
Rillen-Schulter-Geschiebe (RS-Geschiebe)
Rillen-Schulter-Stift-Geschiebe (RSS-Geschiebe)
Die Rillen der Teilhülsengeschiebe bewirken eine Vergrößerung der Oberfläche und eine Verbesserung der Haftung. Ihnen kommt vor allem die Aufgabe zu, die auf dem Primärteil befindliche Matrize gegen horizontal angreifende Schub- und Torsionskräfte zu schützen. Ferner dienen sie dem Patienten als Orientierungshilfe beim Eingliedern des Zahnersatzes. Dies ist wichtig, weil es bei Teilhülsengeschieben – wie auch bei der Verwendung von industriell vorgefertigten Präzisionsfertiggeschieben – nur eine Einschubrichtung gibt.
Zusätzlich eingelötete oder eingelaserte (aktivierbare) Stiftchen (RSS-Geschiebe) erhöhen die Retention deutlich und bewirken zudem eine Sicherung gegen Zugkräfte ( Abb. 35-1).
35.3 Semipräzisions- und Präzisionsgeschiebe
Diese Halteelemente werden nicht individuell vom Zahntechniker hergestellt, sondern sie werden fabrikmäßig konfektioniert angeliefert. Sie sind entweder angießbar (Präzisionsgeschiebe) oder werden als ausbrennbares Kunststoffteil (Semipräzisionsgeschiebe) zusammen mit der Primärrestauration gegossen.
Grundsätzlich können die Geschiebeteile auf verschiedene Arten in die zahntechnische Arbeit integriert werden. Je nach Geschiebefabrikat ist entweder die Matrize oder die Patrize am festsitzenden Primärteil (in der Regel Krone, aber auch Brückenglied oder Adhäsivflügel möglich) befestigt.
Für die Befestigung von Matrize bzw. Patrize lassen sich folgende Möglichkeiten unterscheiden:
Vorgefertigte ausbrennbare Kunststoffteile werden zusammen mit der Krone in derselben gewählten Legierung gegossen (sowohl hochgoldhaltige als auch Nichtedelmetall-Legierungen sowie Titan können gewählt werden).
Sind die Geschiebeteile aus einer angussfähigen Legierung (HSL = hochschmelzende Legierung) gefertigt, kann der Anguss an ein solches Geschiebe nur mit einer hochgoldhaltigen Legierung erfolgen. Dabei spielt es keine Rolle, ob es sich um eine Gelbgold- oder eine Aufbrennlegierung handelt. Der Einsatz von NEM-Legierungen ist aufgrund ihres viel höheren Schmelzintervalls nicht möglich.
Ein Anlöten von Geschiebeteilen an die Primärkronen ist technisch zwar möglich, findet aufgrund der mangelnden Präzision bei der Platzierung des Geschiebes an die Krone aber kaum Anwendung. Das Anlöten von Geschiebeteilen (aus einer hochgoldhaltigen Legierung) an Kronenteile, die aus NEM-Legierungen gefertigt sind, ist darüber hinaus aufgrund der fehlenden Diffusion nicht empfehlenswert.
Die Laserschweißtechnik ist eine anerkannte Technik, um einzelne Teile in der Zahntechnik miteinander zu fügen. Ähnlich wie beim Anlöten beschrieben, gibt es auch bei dieser Technik Probleme mit einer exakten Positionierung mehrerer Geschiebeteile in einer für alle Teile identischen Einschubrichtung. Deshalb ist das Laserschweißen für Geschiebeteile nicht verbreitet.
Je nach Geschiebefabrikat kann Patrize oder Matrize im Sekundärteil austauschbar oder nicht austauschbar befestigt sein. Die austauschbare Lösung wird durch eine Verschraubung (Retentionsschraube) ermöglicht. Die Verschraubung hält die aktivierbare Patrize an der Retentionshülse, welche mit drei Techniken am herausnehmbaren Sekundärteil befestigt werden kann:
Anlötung. Voraussetzung für die Anlötung von Patrize bzw. Matrize an das Sekundärteil ist, dass das Element aus einer anlötbaren Legierung hergestellt ist. Da das Sekundärteil in den meisten Fällen aus CoCrMo-Legierungen (Modellgussbasis) besteht, findet bei verwendetem Goldlot keine Diffusion zum Modellguss statt, sondern lediglich eine mechanische Verbindung. Beim Lötvorgang kann es durch die thermische Behandlung zu einem Verzug der Metallteile (Modellguss und Patrize) und damit zu einer Beeinträchtigung der Gesamtpassung auf den Primärteilen kommen.
Einklebung. Das Einkleben von Patrize bzw. Matrize in das Sekundärteil ist durch die Entwicklung geeigneter Klebematerialien möglich geworden. Voraussetzung für den erfolgreichen Einsatz dieser Kleber ist ein fester und stabiler Verbund zwischen Kleber und Metallgerüst. Der Verbund kann sowohl auf chemischem als auch auf mechanischem Weg erzielt werden. Für eine chemische Verbindung können Silikatisierung/Silanisierungssysteme oder nach Korundstrahlung auch Metall- oder Universalprimer zur Anwendung kommen (siehe Kap. 29.3).
Befestigung durch Sattelkunststoff. Voraussetzung für die rein mechanische Befestigung von Patrize bzw. Matrize im Kunststoffsattel sind ausreichend große mechanische Retentionen an den zu befestigenden Teilen.
Die drei genannten Befestigungsmöglichkeiten gelten auch für nicht austauschbare Matrizen. Bei der nicht verschraubbaren Lösung bestehen Patrize und Retentionsteil aus einem nicht trennbaren Stück.
Da Matrize und Patrize konfektioniert sind, weisen sie immer etwas Spiel zueinander auf. Daher sind zusätzliche retentive und stabilisierende Elemente erforderlich. Die Retention ist in der Regel durch Aktivierung der Patrize einstellbar; dies geschieht entweder durch Anziehen einer Schraube oder Aufbiegen eines Schlitzes. Bei anderen Geschieben ist die Haftung durch Austausch eines Kunststoffgleiteinsatzes variierbar.
Im Hinblick auf die in der Regel kleine Dimensionierung der beiden Geschiebeteile ist eine Führungshilfe für das Einführen des Zahnersatzes durch den Patienten wünschenswert. Diese Forderung wird erfüllt, wenn in der mit dem Geschiebe verbundenen Krone eine Stabilisierungsfräsung (Führungsfräsung) mit zervikaler oder okklusaler Schulter angebracht wird (sog. Umlauf). Der Umlauf geht in eine in dem gegenüberliegenden Approximalraum befindliche Axialrille über, welche in okklusaler Richtung trichterförmig erweitert ist und auf diese Weise als Einschubhilfe fungiert (Interlock). Neben der Führungshilfe sorgen Umlauf und Interlock auch für eine körperliche Fassung des Pfeilerzahns und verhindern ein Abkippen des Prothesensattels von seiner Kammauflage (Kippmeiderfunktion).
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Curriculum Prothetik»
Представляем Вашему вниманию похожие книги на «Curriculum Prothetik» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.

![Сергей Васильев - Curriculum vitae [СИ]](/books/430745/sergej-vasilev-curriculum-vitae-si-thumb.webp)





Обсуждение, отзывы о книге «Curriculum Prothetik» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.