Sindo Kou - Welding Metallurgy
Здесь есть возможность читать онлайн «Sindo Kou - Welding Metallurgy» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: unrecognised, на английском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Welding Metallurgy
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Welding Metallurgy: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Welding Metallurgy»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
The new edition includes new theories/methods of Kou and coworkers regarding:
· Predicting the effect of filler metals on liquation cracking
· An index and analytical equations for predicting susceptibility to solidification cracking
· A test for susceptibility to solidification cracking and filler-metal effect
· Liquid-metal quenching during welding
· Mechanisms of resistance of stainless steels to solidification cracking and ductility-dip cracking
· Mechanisms of macrosegregation
· Mechanisms of spatter of aluminum and magnesium filler metals,
· Liquation and cracking in dissimilar-metal friction stir welding,
· Flow-induced deformation and oscillation of weld-pool surface and ripple formation
· Multicomponent/multiphase diffusion bonding
Dr. Kou’s
has been used the world over as an indispensable resource for students, researchers, and engineers alike. This new
is no exception.
Welding Metallurgy — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Welding Metallurgy», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
4 (d) Shielding with He/CO2: dγ/dl < 0 induces inward surface flow and hence downward axial flow, which increases the depth/width ratio. The more CO2 is in the shielding gas, the more O can be present in the weld pool to make dγ/dT > 0 and dγ/dl < 0, and hence the higher the depth/width ratio.
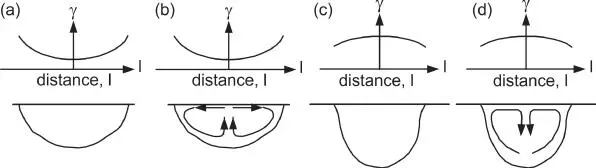
Figure E3.1 Distributions of surface tension on weld pool surfaces and flow patterns in weld pools.
For more details, see Lu et al. [72].
Example 3.2Two GTA welds of the same 304 stainless steel were made at 47 A current and 3.33 mm/s travel speed, one with a shielding gas of Ar and the other Ar plus 700 ppm SO 2gas. Which weld was deeper, and why?
Answer
The weld made with Ar plus 700 ppm SO 2gas was deeper because SO 2decomposed in the arc and the S absorbed by the weld pool became a surface‐active agent and reversed the Marangoni flow to deepen the weld.
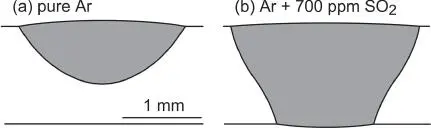
Figure E3.2 Effect of SO 2(g) in Ar shielding gas on weld shape.
For more details, see Heiple and Burgardt [31].
References
1 1 Tsai, M.C. and Kou, S. (1990). Heat transfer and fluid flow in welding arcs produced by sharpened and flat electrodes. International Journal of Heat and Mass Transfer 33 (10): 2089–2098.
2 2 Ushio, M. and Matsuda, F. (1982). Mathematical modelling of heat transfer of welding arc (part 1)(welding physics, processes and instruments). Transactions of JWRI 11 (1): 7–15.
3 3 Ushio, M. and Matsuda, F. (1988). A mathematical modeling of flow and temperature fields in gas‐tungsten‐arc. Journal of The Japan Welding Society 6 (1): 91–98.
4 4 McKelliget, J. and Szekely, J. (1986). Heat transfer and fluid flow in the welding arc. Metallurgical Transactions A 17 (7): 1139–1148.
5 5 Choo, R.T.C., Szekely, J., and Westhoff, R.C. (1990). Modeling of high‐current arcs with emphasis on free surface phenomena in the weld pool. Welding Journal 69 (9): 346s–361s.
6 6 Lee, S.Y. and Na, S.J. (1996). A numerical analysis of a stationary gas tungsten welding arc considering various electrode angles. Welding Journal 75 (9): 269s–279s.
7 7 Tanaka, M., Yamamoto, K., Tashiro, S. et al. (2010). Time‐dependent calculations of molten pool formation and thermal plasma with metal vapour in gas tungsten arc welding. Journal of Physics D: Applied Physics 43 (43): 434009.
8 8 Kodama, S., Sugiura, K., Nakanishi, S. et al. (2013). Effect of plasma heat source characteristics on nitrogen absorption in gas tungsten arc weld metal. Welding in the World 57 (6): 925–932.
9 9 Murphy, A.B. (2010). The effects of metal vapour in arc welding. Journal of Physics D: Applied Physics 43 (43): 434001.
10 10 Murphy, A.B. (2011). A self‐consistent three‐dimensional model of the arc, electrode and weld pool in gas–metal arc welding. Journal of Physics D: Applied Physics 44 (19): 194009.
11 11 Murphy, A.B. (2013). Influence of metal vapour on arc temperatures in gas–metal arc welding: convection versus radiation. Journal of Physics D: Applied Physics 46 (22): 224004.
12 12 Murphy, A.B. (2013). Influence of droplets in gas–metal arc welding: new modelling approach, and application to welding of aluminium. Science and Technology of Welding and Joining 18 (1): 32–37.
13 13 Murphy, A.B., Nguyen, V., Feng, Y. et al. (2017). A desktop computer model of the arc, weld pool and workpiece in metal inert gas welding. Applied Mathematical Modelling 44: 91–106.
14 14 Nestor, O.H. (1962). Heat intensity and current density distributions at the anode of high current, inert gas arcs. Journal of Applied Physics 33 (5): 1638–1648.
15 15 Schoeck, P.A. (1963). An investigation of the anode energy balance of high intensity arcs in argon. In: Modern Developments in Heat Transfer, 353–400.
16 16 Tsai, N. (1983). Heat Distribution and Weld Bead Geometry in Arc Welding. Cambridge, MA: Department of Materials Science and Engineering. Massachusetts Institute of Technology.
17 17 Lu, M. and Kou, S. (1988). Power and current distributions in gas tungsten arcs. Welding Journal 67 (2): 29s–34s.
18 18 Lawson, W.H.S. and Kerr, H.W. (1976). Fluid motion in gta weld pools. Part 2 ‐ weld pool shapes. Welding Research International 6 (6): 1–17.
19 19 Lin, M.L. and Eagar, T.W. (1985). Influence of arc pressure on weld pool geometry. Welding Journal 64 (6): 163s–169s.
20 20 Matsunawa, A. and Yokoya, S. (1990). Fluid flow and its effect on penetration shape in stationary arc welds. In: Recent Trends in Welding Science and Technology, 31–35. Materials Park, Ohio: ASM International.
21 21 Kou, S. (1996). Transport Phenomena in Materials Processing, 3–115. New York: John Wiley and Sons.
22 22 Oreper, G.M., Eagar, T.W., and Szekely, J. (1983). Convection in arc weld pools. Welding Journal 62 (11): 307s–312s.
23 23 Kou, S. and Sun, D.K. (1985). Fluid flow and weld penetration in stationary arc welds. Metallurgical and Materials Transactions A 16 (1): 203–213.
24 24 Kou, S. and Wang, Y.H. (1986). Weld pool convection and its effect. Welding Journal 65 (3): 63s–70s.
25 25 Kou, S. and Wang, Y.H. (1986). Three‐dimensional convection in laser melted pools. Metallurgical Transactions A 17 (12): 2265–2270.
26 26 Kou, S. and Wang, Y.H. (1986). Computer simulation of convection in moving arc weld pools. Metallurgical Transactions A 17A: 2271.
27 27 Heiple, C.R. and Roper, J.R. (1982). Mechanism for minor element effect on GTA fusion zone geometry. Welding Journal 61 (4): 97s–102s.
28 28 Heiple, C.R. and Roper, J.R. (1982). Trends in Welding Research in the United States (ed. S.A. David), 489–520. Metals Park, OH: American Society for Metals.
29 29 Heiple, C.R., Roper, J.R., Stagner, R.T., and Aden, R.J. (1983). Surface active element effects on the shape of GTA, laser and electron beam welds. Welding Journal 62 (3): 72s–77s.
30 30 Heiple, C.R., Burgardt, P., and Roper, J.R. (1983). The effect of trace elements on GTA weld penetration. In: Modeling of Casting and Welding Processes II, 193–205. Warrendale, PA: TMS AIME.
31 31 Heiple, C.R. and Burgardt, P. (1985). Effects of SO2 shielding gas additions on GTA weld shape. Welding Journal 64 (6): 159s–162s.
32 32 Kou, S., Limmaneevichitr, C., and Wei, P.S. (2011). Oscillatory Marangoni flow: a fundamental study by conduction‐mode laser spot welding. Welding Journal 90 (12): 229‐s–240‐s.
33 33 Keene, B.J., Mills, K.C., and Brooks, R.F. (1985). Surface properties of liquid metals and their effects on weldability. Materials Science and Technology 1 (7): 569–571.
34 34 Limmaneevichitr, C., and Kou, S. (2000). Unpublished research. University of Wisconsin, Madison, WI.
35 35 Sahoo, P., DebRoy, T., and McNallan, M.J. (1988). Surface tension of binary metal—surface active solute systems under conditions relevant to welding metallurgy. Metallurgical and Materials Transactions B 19 (3): 483–491.
36 36 McNallan, M.J. and Debroy, T. (1991). Effect of temperature and composition on surface tension in Fe‐Ni‐Cr alloys containing sulfur. Metallurgical and Materials Transactions B 22 (4): 557–560.
37 37 Pitscheneder, W., DebRoy, T., Mundra, K., and Ebner, R. (1996). Role of sulfur and processing variables on the temporal evolution of weld pool geometry during multikilowatt laser beam welding of steels. Welding Journal 75 (3): 71s–80s.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Welding Metallurgy»
Представляем Вашему вниманию похожие книги на «Welding Metallurgy» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.












Обсуждение, отзывы о книге «Welding Metallurgy» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.