Sindo Kou - Welding Metallurgy
Здесь есть возможность читать онлайн «Sindo Kou - Welding Metallurgy» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: unrecognised, на английском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Welding Metallurgy
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Welding Metallurgy: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Welding Metallurgy»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
The new edition includes new theories/methods of Kou and coworkers regarding:
· Predicting the effect of filler metals on liquation cracking
· An index and analytical equations for predicting susceptibility to solidification cracking
· A test for susceptibility to solidification cracking and filler-metal effect
· Liquid-metal quenching during welding
· Mechanisms of resistance of stainless steels to solidification cracking and ductility-dip cracking
· Mechanisms of macrosegregation
· Mechanisms of spatter of aluminum and magnesium filler metals,
· Liquation and cracking in dissimilar-metal friction stir welding,
· Flow-induced deformation and oscillation of weld-pool surface and ripple formation
· Multicomponent/multiphase diffusion bonding
Dr. Kou’s
has been used the world over as an indispensable resource for students, researchers, and engineers alike. This new
is no exception.
Welding Metallurgy — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Welding Metallurgy», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
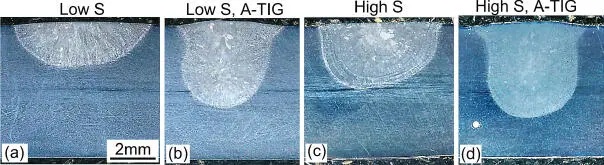
Figure 3.32Transverse cross‐sections of 304 stainless steel welds: (a) 42 ppm S (low) without flux; (b) 42 ppm S with active flux (A‐TIG); (c) 140 ppm S (high) without flux; (d) 140 ppm S with active flux.
Source : Yu and Kou [59].
Howse and Lucus [56] observed that the arc becomes more constricted when a flux is used. Consequently, they proposed that the deeper penetration is caused by arc constriction and that the vaporized flux constricts the arc by capturing electrons in the cooler outer region of the arc. For the same welding current, the more the arc is constricted, the greater the Lorentz force (F in Figure 3.15c) and deeper penetration.
Tanaka et al. [57], however, proposed that the oxygen from the oxide‐containing flux causes an inward surface flow and hence a deeper penetration. They GTA welded a 304 stainless steel containing little (0.002 wt%) S, with He for shielding and TiO 2as the flux. They observed both an inward surface flow and a significant decrease in the surface tension when the flux is used. As mentioned previously, ∂γ/∂T can become positive and cause inward surface flow in the presence of a surface‐active agent such as oxygen. They observed a steep temperature gradient across the pool surface caused by the inward surface flow. Spectroscopic analysis of the arc showed that the blue luminous plasma appears to be mainly composed of metal vapor (Cr, Fe, etc.) from the weld pool. The steeper temperature gradient across the smaller pool surface suggests a more localized metal evaporation and hence a more constricted arc, which also help increase the penetration.
3.7 Resistance Spot Welding
Wei et al. [60] pioneered the computer simulation of heat transfer and fluid flow in RSW. They further conducted a series of fundamental studies that better explained RSW [61–65], such as the effect of the magnetic properties of the workpiece, the contact resistance at the faying surface, the electrode‐workpiece interfaces, and the geometry of the electrode. Their studies can be a useful tool for further understanding of heat transfer and fluid flow in RSW without or with an externally applied magnetic field [66–70].
Recently, permanent magnets have been mounted on the electrodes in RSW to widen the nugget and increase the joint strength of the resistance spot weld. Such magnets, for example, can be 10 mm thick, 100 mm outer diameter and 40 mm inner diameter [66]. Figure 3.33shows that, without the magnets the magnetic field (called induced magnetic field) in the faying surface is in the azimuthal (or circumferential) direction and the corresponding Lorenz force is inward toward the centerline of the electrodes. With the magnets, however, the magnetic field (called the external magnetic field) in the faying surface is outward in the radial direction and the corresponding Lorentz force is in the azimuthal direction.
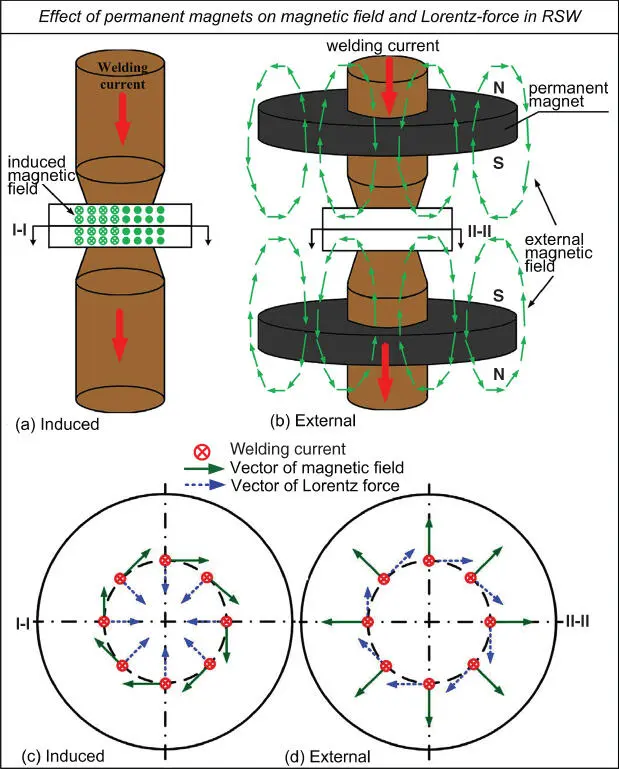
Figure 3.33RSW and MA‐RSW: (a) RSW; (b) MA‐RSW; (c) magnetic field and Lorentz force in RSW; (d) magnetic field and Lorentz force in MA‐RSW. MA: magnetic assisted.
Source : Yao, Luo, Li, Yan, and Duan [66]. © Elsevier.
The Lorentz force acts as the driving force for fluid flow in the nugget. Since the size of the nugget increases with time, the flow pattern in the nugget changes significantly with time. Li et al. [67] calculated fluid flow and heat transfer in the nugget in RSW with the induced magnetic field, i.e., without external magnets. Figure 3.34a shows the calculated flow field at 0.35 s after welding starts. The maximum velocity is about 0.43 m/s outward, located on the faying surface at about three‐quarters of the nugget radius from the electrode axis. The flow pattern is sketched schematically in Figure 3.34b. It shows two toroidal‐shaped flow loops near the edge of the nugget, one above the faying surface and the other below it. Both loops show a radially outward flow at the faying surface. The two big arrowheads at the faying surface indicate the location of the maximum velocity. The temperature field in Figure 3.34c shows a maximum temperature of about 1797 °C near the nugget edge. Further computer modeling that includes external magnets may help explain their effect on heat transfer and fluid flow in RSW.
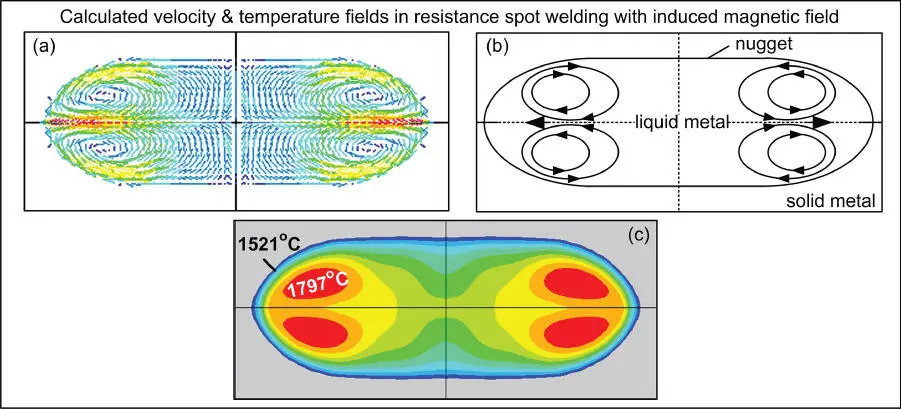
Figure 3.34Calculated results of RSW with induced magnetic field: (a) velocity field at time = 0.35 s; (b) flow loops illustrating velocity field in (a); (c) temperature field at time = 0.35 s.
Source : Li, Lin, Shen, and Lai [67]. © Wiley.
The nugget diameter can be increased significantly with the help of the magnets. In Figure 3.35it increases from 4.21 to 4.70 mm [69]. With an increased nugget diameter, the bonding area between the upper and lower sheets and hence the joint strength can increase significantly. In fact, since the liquid in the nugget is stirred by fluid flow during solidification, grain refining can also occur to improve the joint strength. In tensile‐shear testing, the failure mode can change from the interfacial mode of weaker welds to the button‐pullout mode of stronger welds when magnets are used. The load‐displacement curves confirm the improved weld strength and ductility. Similar improvement was also observed in RSW of AZ31 Mg [66]. Finally, it is interesting to note that magnets can also improve Al/Ti dissimilar‐metal RSW [71]. Grain refining was observed in the weld made with magnets, again suggesting enhanced electromagnetic stirring.
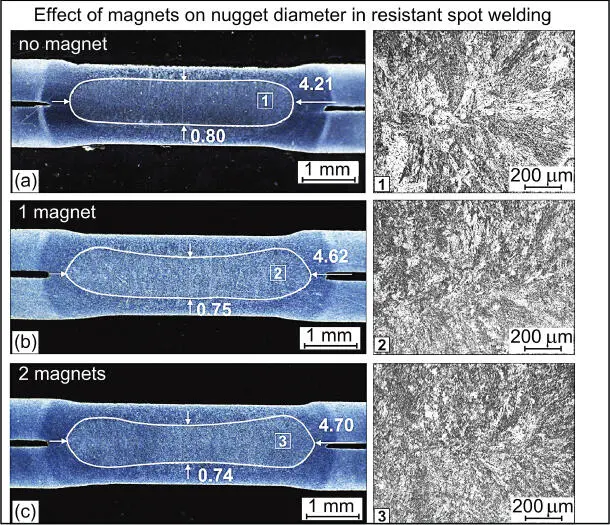
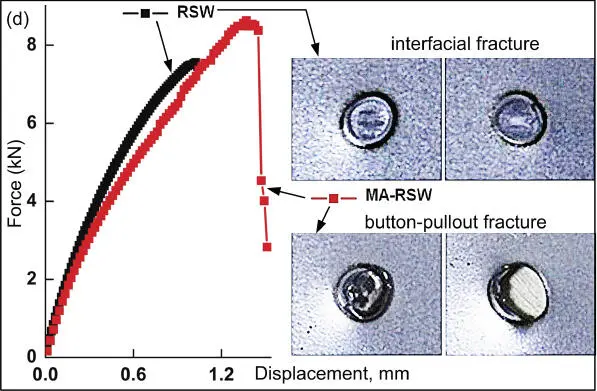
Figure 3.35Resistance spot welds of DP980 steel: (a) (b) (c) thicknesses and diameters (in mm) and grain structures of nuggets; (d) typical load‐displacement curves in tensile‐shear tests. MA‐RSW: magnetically assisted resistance spot welding.
Source : Li, Li, Shen, Lin [69]. Welding Journal, April 2013, © American Welding Society.
Examples
Example 3.1It has been observed in GTAW shielded by a He gas containing CO 2that the depth/width ratio of the weld increases with increasing CO 2content [72]. Assume the Lorentz force is small because of the low welding current used. (a) Sketch the surface tension distribution along the pool surface with pure He shielding. (b) Sketch the flow pattern in the weld pool with pure He shielding. (c) How does CO 2affect the O content in the weld pool? Give the chemical reaction(s) involved. Sketch the surface tension distribution along the pool surface with He/CO 2shielding. (d) Sketch the flow pattern in the weld pool with He/CO 2shielding. Why does the depth/width ratio increase with increasing CO 2content in the shielding gas?
Answer
1 (a) Shielding with pure He: dγ/dT < 0 and dT/dl < 0, so dγ/dl > 0.
2 (b) Shielding with pure He: dγ/dl > 0 induces outward surface flow, and results in a low depth/width ratio.
3 (c) CO2 → CO + 1/2 O2 and 1/2 O2 → O or just CO2 → CO + OThe O content in the weld pool increases with increasing CO2 content of the shielding gas. If the O content is sufficiently high, dγ/dT can become positive. Since dγ/dT > 0 and dT/dl < 0, dγ/dl < 0.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Welding Metallurgy»
Представляем Вашему вниманию похожие книги на «Welding Metallurgy» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.












Обсуждение, отзывы о книге «Welding Metallurgy» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.