Christian Ofner - Backen mit Roggensauerteig
Здесь есть возможность читать онлайн «Christian Ofner - Backen mit Roggensauerteig» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: unrecognised, на немецком языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Backen mit Roggensauerteig
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Backen mit Roggensauerteig: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Backen mit Roggensauerteig»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
•Natursauerteig aus Roggenmehl einfach und schnell
•Fehler vermeiden
•Gelingsichere Rezepte
Mehr als 100.000 Mal sind die ersten vier Bücher des «Backprofis» Christian Ofner in den letzten Jahren verkauft worden! Der erste Band seiner neuen Reihe widmet sich Broten und Gebäck aus natürlichem Roggensauerteig.
Die meisten Brotback-Bücher arbeiten mit Trockensauerteig-Pulver, doch der Trend geht eindeutig hin zum Natursauerteig: Solche Brote sind bekömmlicher, schmecken besser und halten länger. Der Backprofi erklärt mit Schritt-für-Schritt-Fotos und genauen, einfach verständlichen Beschreibungen alles Wissenswerte zum Selbermachen, Lagern und Vermehren von Roggensauerteig. Besonders wichtig: Welche Fehler können passieren, wie lassen sich diese vermeiden oder wieder korrigieren?
Alle Rezepte sind vielfach erprobt und absolut gelingsicher. So entstehen runde Brote, Wecken- und Kastenbrote sowie Kleingebäck «zum Anbeißen»!
Nicht nur die grundlegenden Schritte, auch jedes Rezept ist einzeln und edel bebildert!
Backen mit Roggensauerteig — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Backen mit Roggensauerteig», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
In genau festgelegten Intervallen werden später weitere Parameter kontrolliert, welche die Backfähigkeit beeinflussen (Fallzahl, Extensogramm, Feuchtklebergehalt etc.), und das Mehl wird auf Rückstände bzw. Kontaminaten (Pestizide, Mykotoxine, Schwermetalle etc.) überprüft.
Wenn die genannten Parameter den festgelegten Anforderungen entsprechen, werden vom lagernden Mühlengetreide passende Mischungen erstellt, die nach peniblen Reinigungsvorgängen (Entfernen von Fremdsämereien, Steinen, schlecht entwickelten Getreidekörnern, Staub etc.) und darauffolgender Netzung zur Vermahlung gelangen. Netzen nennt man das Anfeuchten von Getreide, um die Schalen der Getreidekörner für die Vermahlung in möglichst zähen Zustand zu versetzen, da in weißem Mehl keine Kleieteilchen (Stippen) enthalten sein sollen.
VERMAHLUNG & FEINHEITSGRAD
Nach der Netzung passiert das Getreide den ersten sogenannten Walzenstuhl. Diese Maschine besteht grob beschrieben aus zwei gegeneinander laufenden Stahlwalzen, die eine Perforierung aufweisen und in unterschiedlicher Geschwindigkeit angetrieben werden. Dadurch wird das Getreide zwischen die Walzen gezogen und aufgebrochen. Nach diesem Schritt wird das erzeugte Mahlgut in sogenannten Sichtern erstmals in Schrot-, Grieß- und auch schon Mehlfraktionen aufgeteilt. Sichter kann man sich wie schwingende Kästen vorstellen, in denen sich unterschiedlich grobe oder feine Siebe befinden.
Schrote werden fast ausnahmslos weiter zu Grieß und Mehl vermahlen. Mehle können mit unterschiedlichstem Feinheitsgrad „gezogen“, also aus dem Mahlprozess entnommen werden. Je nach Feinheitsgrad unterscheidet man in Österreich z. B. zwischen glattem und griffigem Mehl. Das glatte ist sehr fein vermahlenen und hat eine geringe Korngröße, das griffige ist etwas gröber vermahlen. Als dritter Feinheitsgrad liegt das Universal-Mehl von der Korngröße zwischen den beiden.
Der Vorgang von Vermahlung und Absiebung wiederholt sich je nach Bauart der Mühle ungefähr zwanzigmal. Was neben den erzeugten Grießen und Mehlen übrig bleibt, ist die Schale, die sogenannte Kleie. Diese findet zumeist als Futtermittel Verwendung.
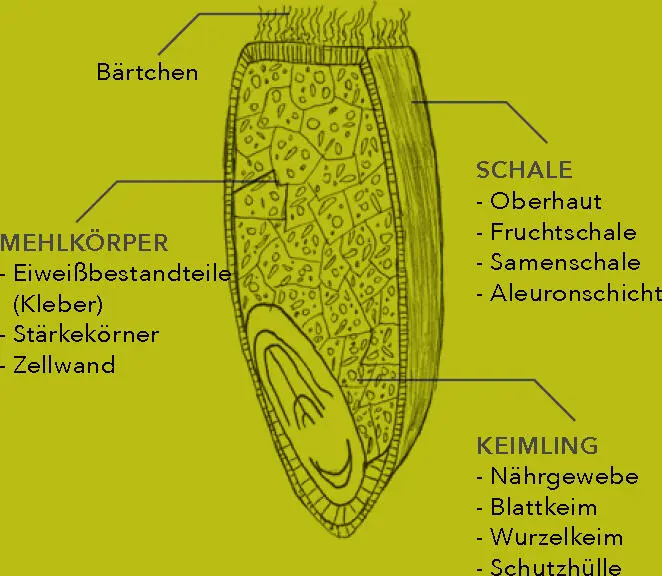
DAS
Getreidekorn
IM ANSCHNITT MIT ERKLÄRUNG

WEIZENKORN
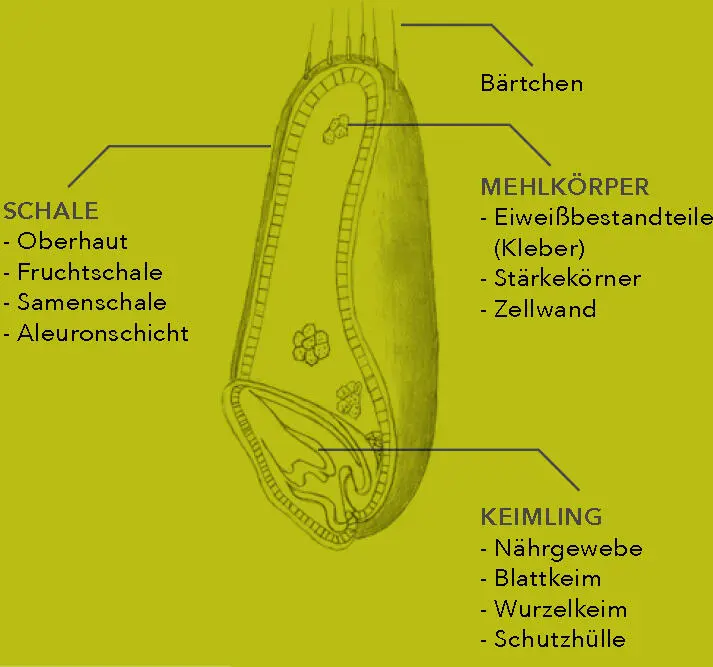
ROGGENKORN


VORDEPOT EINES SCHROTWALZENSTUHLS (OBEN) BZW. EINES GRIESSWALZENSTUHLS: DAS GETREIDE WIRD SO LANGE GEMAHLEN, BIS DIE SCHALE/KLEIE SAUBER VOM MEHLKÖRPER GETRENNT IST.

DAS GETREIDE WIRD AUF WALZENSTÜHLEN VERMAHLEN, HIER DER GESAMTE „WALZENBODEN“, ALSO ALLE WALZENSTÜHLE, DER FARINA-MÜHLE.
Bei unserem Besuch in der Farina-Mühle in Raaba haben wir Einblick in die interessante Welt der Mehlherstellung gewonnen. Viele unterschiedliche Maschinen und Arbeitsschritte sind nötig, um die verschiedenen Mehltypen zu erhalten!
AUSZUGS- UND TEILAUSZUGSMEHLE
Die unterschiedlichen Mehltypen entstehen im Verlauf des vorher beschriebenen Vermahlungsprozesses. Für weiße Mehle (Auszugsmehle) werden die komplette Schale und der wertvolle Keim der Getreidekörner entfernt, sie werden „aufgebrochen“. Vermahlen wird lediglich der Mehlkörper, daraus entstehen die hellsten Mehle, die kaum Mineralstoffe enthalten wie z. B. Type W480 (in Deutschland Type 405).
Für Teilauszugsmehle werden zunächst auch die Schalenschichten und der Keim von den Getreidekörnern entfernt, ein Teil der Schalen wird dem Mehlkörper wieder zugefügt und beides wird zusammen vermahlen. Mit fortlaufendem Vermahlungsprozess entstehen zunehmend dunklere Mehle (Teilauszugsmehle), also Mehle mit höherem Mineralstoff- und Ballaststoffgehalt und daher höherer Typenzahl.
BEDEUTUNG DER TYPENZAHLEN
Für die Bestimmung der Typenzahl wird in einem Muffelofen bei ca. 900 °C das Mehl 2 Stunden verascht. Der Ascherückstand, der beim Verbrennen von 100 g Mehl zurückbleibt, ergibt die Typenzahl. Da nur die organischen Mehlbestandteile verbrennen, die Mineralstoffe aber als nicht verbrennbarer Rückstand übrig bleiben, ist die Typenzahl gleichzeitig das Maß für den Mineralstoffgehalt des jeweiligen Mehles (z. B. W480 enthält etwa 0,48 % Mineralstoffe). Je niedriger der Mineralstoffgehalt, desto heller ist das Mehl.

GETREIDE WIRD UNTERSCHIEDLICH FEIN VERMAHLEN
VOLLKORNMEHL
Es gibt neben Auszugs- und Teilauszugsmehlen, bei denen Teile der Schale mitvermahlen werden, auch reine Vollkornmehle, für die wirklich das gesamte Getreidekorn vermahlen wird. Im Unterschied zu den Auszugs- und Teilauszugsmehlen hat Vollkornmehl keine Typenzahlen, weil der Mineralstoffgehalt von Getreide nie 100%ig gleich ist, er ist abhängig von Anbaugebiet, klimatischen Bedingungen während des Reifungsprozesses usw.
Es gibt verschiedene Herangehensweisen zur Vollkornmehlherstellung. Die einfachste Variante ist die Erzeugung in einer sogenannten Hammermühle. Dabei wird das Getreidekorn lediglich mittels eines laufenden Schlägerwerks so lange gegen einen Siebmantel geworfen, bis es diesen durchdringt und somit die gewünschte Feinheit erreicht hat.
| MEHLSORTE | D | Ö |
| Weizenmehl, bevorzugtes Haushaltsmehl, gute Backeigenschaften | Type 405 | Type W480 |
| Weizenmehl mit höchster Klebereigenschaft, backstark für feinporige Teige | Type 550 | Type W700 |
| Weizenmehl dunkel mit höherem Schalenanteil, z. B. für Mischbrote | Type 1050 | Type W1600 |
| Roggenmehl | Type 997 od. 1150 | Type R960 „Normal“ |
| Mehle mit vollem Kornanteil haben keine Typenzahl | Vollkornmehl | Vollkornmehl |
| Dinkelmehl | Type 630 | Type 700 |

JEDES MEHL HAT ANDERE BACKEIGENSCHAFTEN. SO BENÖTIGT VOLLKORNMEHL ETWA 5–10 % MEHR FLÜSSIGKEIT.
Die zweite Variante ist die Erzeugung in einem Mühlensystem mit Walzenstuhl und Sichtern. Dabei werden grobe und feine Fraktionen zuerst getrennt und später nach Erreichen der gewünschten Korngröße wieder miteinander vermengt. Der Vorteil dieser Methode liegt darin, dass man feines Mehl mit gröberen Schalenteilchen (Kleie) erzeugen kann.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Backen mit Roggensauerteig»
Представляем Вашему вниманию похожие книги на «Backen mit Roggensauerteig» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.







Обсуждение, отзывы о книге «Backen mit Roggensauerteig» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.