Вадим Корольков - Что такое звукозапись
Здесь есть возможность читать онлайн «Вадим Корольков - Что такое звукозапись» весь текст электронной книги совершенно бесплатно (целиком полную версию без сокращений). В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 1950, Издательство: ДОСАРМ, Жанр: Прочая научная литература, Хобби и ремесла, Сделай сам, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Что такое звукозапись
- Автор:
- Издательство:ДОСАРМ
- Жанр:
- Год:1950
- Город:Москва
- ISBN:нет данных
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Что такое звукозапись: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Что такое звукозапись»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Теперь для нас в этом нет ничего необыкновенного. Каждый, слушая дома граммофон, присутствует при подобном чуде. А для человека, жившего 1000150 лет назад, это было бы просто непостижимым. Подумать только: у себя в комнате вы воспроизводите звуковые события, происшедшие, возможно, еще до вашего рождения.
Звукозапись победила время. Это — одна из замечательных побед человека над природой.
О том, как зародилась и развивалась звукозапись, как устроены аппараты звукозаписи и как самому заняться любительской звукозаписью, вы прочтете в этой книге.
Что такое звукозапись — читать онлайн бесплатно полную книгу (весь текст) целиком
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Что такое звукозапись», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Внешний вид головки показан на рис. 24.
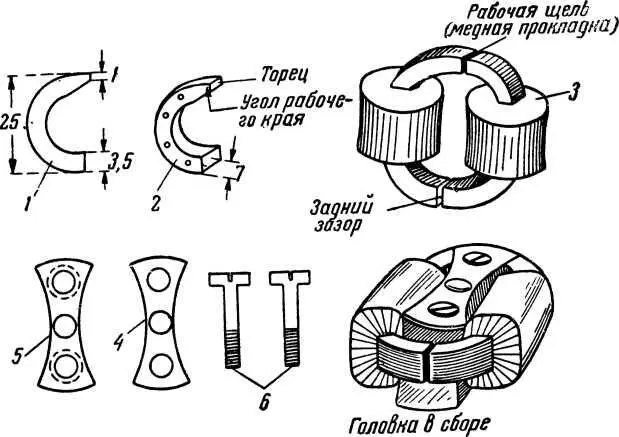
Рис. 24. Магнитная головка и ее детали: 1 — пластинка сердечника: 2 — половина сердечника в сборе; 3 — щечка катушки: 4 — верхняя стяжная щечка; 5 — нижняя стяжная щечка; 6 — стяжные болты.
Сердечник ее собирается из отдельных пластин, имеющих форму полукольца. На каждую половину сердечника идет от 25 до 35 таких пластин (в зависимости от толщины материала). Изготовление головки следует начать с заготовки необходимого количества пластин. Наилучшим материалом является неотожженный пермалой (сплав никеля и железа) толщиною 0,2–0,3 мм. После сборки сердечника он подвергается нагреванию до 900—1 100° с последующим медленным остыванием.
Пермалой весьма чувствителен после отжига ко всякого рода ударам и изгибам. Они заметно ухудшают магнитные свойства его. Это следует иметь в виду при работе; собранный, отожженный сердечник можно подвергать лишь незначительной механической обработке.
Если неотожженный пермалой достать нельзя, можно использовать готовый пермалоевый сердечник от какого-либо входного трансформатора или в крайнем случае тонкую трансформаторную сталь. Отдельные пластины вырезаются ножницами, прокрашиваются лаком и склепываются, образуя правую и левую половины сердечника. Поверхность их тщательно запиливается сначала мелким напильником, а потом шлифуется наждачной бумагой. Особое внимание надо обратить на то; чтобы торцы полуколец (рис. 24) представляли собой ровную плоскость, а верхний край полуколец был прямым, незакругленным. От качества обработки зависит дальнейшая работа головки.
После того, как обе половины сердечника готовы, можно начинать изготовление катушки. Как видно на рисунке, вся обмотка головки разделена на две равные части, намотанные каждая на одно полукольцо. Из тонкого, но плотного картона вырезаются для каждой катушки две щечки. Далее на среднюю часть полуколец наматывается бумажная лента, на нее надеваются щечки и все это вместе проклеивается бакелитовым или шеллачным лаком. После высыхания образуется плотный каркас, на который может наноситься обмотка. Каждая катушка имеет 500 витков провода 0,15 ПЭ. Дальше начинается сборка головки. Для стягивания полуколец из меди или латуни изготавливаются верхняя и нижняя щечки, которые скрепляются между собой двумя винтами (рис. 24). Между ними и стягиваются полукольца сердечника с намотанными на них катушками. При этом очень важно правильно установить передний и задний зазоры между торцами полуколец. При сборке в передний зазор (так называемую рабочую щель) вставляется узкая полоска латуни или бронзы толщиной 20 микрон, в противоположный задний зазор — полоска бумаги толщиной 150–200 микрон. При стягивании щечек надо внимательно следить за тем, чтобы обе полоски не выскочили из зазоров и чтобы рабочая щель не была перекошена (рис. 25).
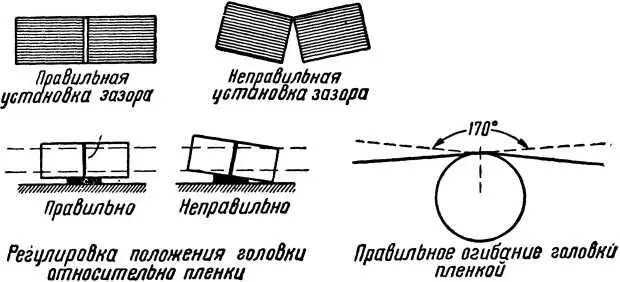
Рис. 25. Регулировка магнитной головки .
В заключение производится легкая запиловка рабочей поверхности сердечника (той, которая соприкасается в аппарате с пленкой). При этом снимается выступающая часть латунной прокладки в рабочей щели.
Обе катушки обмотки включаются последовательно. Путем проб находится правильный порядок соединения концов, когда магнитные поля катушек складываются в сердечнике. В противном случае головка не будет ни записывать, ни воспроизводить.
На площадке головка крепится центральным винтом, проходящим через центровые отверстия в щечках. Регулируя подкладки (рис. 25), добиваются того, чтобы пленка закрывала почти всю рабочую щель головки и край пленки был перпендикулярен щели. Важно также установить правильный угол сгибания головки пленкой. Он равен примерно 170°. Рабочая щель должна приходиться)на середину угла огибания.
Шероховатая рабочая поверхность магнитной пленки пришлифовывает при своем движении сердечник головки. Иногда при этом наблюдается осыпание магнитного порошка с пленки, что может привести к засорению рабочей щели. Это говорит о недоброкачественности самой пленки. От работы с нею следует воздержаться.
Новая головка может оказаться сильно намагниченной из- за прикосновения к ней различного металлообрабатывающего инструмента. Поэтому перед началом работы ее следует размагнитить.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Что такое звукозапись»
Представляем Вашему вниманию похожие книги на «Что такое звукозапись» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.





Обсуждение, отзывы о книге «Что такое звукозапись» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.