Эдвардс Деминг - Выход из кризиса. Новая парадигма управления людьми, системами и процессами
Здесь есть возможность читать онлайн «Эдвардс Деминг - Выход из кризиса. Новая парадигма управления людьми, системами и процессами» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 2014, ISBN: 2014, Издательство: Array Литагент «Альпина», Жанр: foreign_business, management, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Выход из кризиса. Новая парадигма управления людьми, системами и процессами
- Автор:
- Издательство:Array Литагент «Альпина»
- Жанр:
- Год:2014
- Город:Москва
- ISBN:978-5-9614-3893-2
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Выход из кризиса. Новая парадигма управления людьми, системами и процессами: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Выход из кризиса. Новая парадигма управления людьми, системами и процессами»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Выход из кризиса. Новая парадигма управления людьми, системами и процессами — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Выход из кризиса. Новая парадигма управления людьми, системами и процессами», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Упражнение 3. Доказательство правила «все или ничего» . Выберем с помощью случайных чисел деталь из партии. Назовем ее деталью i . Она может быть дефектной или качественной. Следует ли нам проверить ее или пустить прямо в производство безо всякого контроля? Мы можем представить среднюю полную стоимость в виде таблицы (табл. 5).
Таблица 5
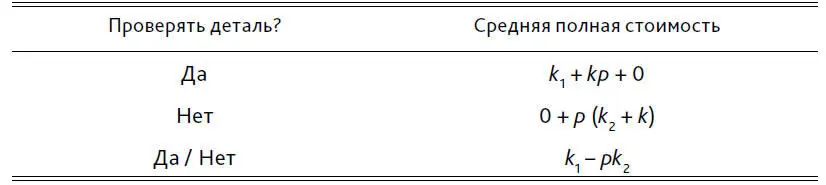
Мы видим, что варианты «да» и «нет» одинаковы, если p = k 1/k 2 . Такое качество Александр Муд назвал равновесным. В точке равновесного качества полная стоимость одинакова для варианта «нет» и варианта «да». Дальше мы видим, что если p < k 1/k 2 , то к меньшим общим потерям приводит вариант «нет», а если p > k 1/k 2 , то вариант «да» (см. рис. 54).
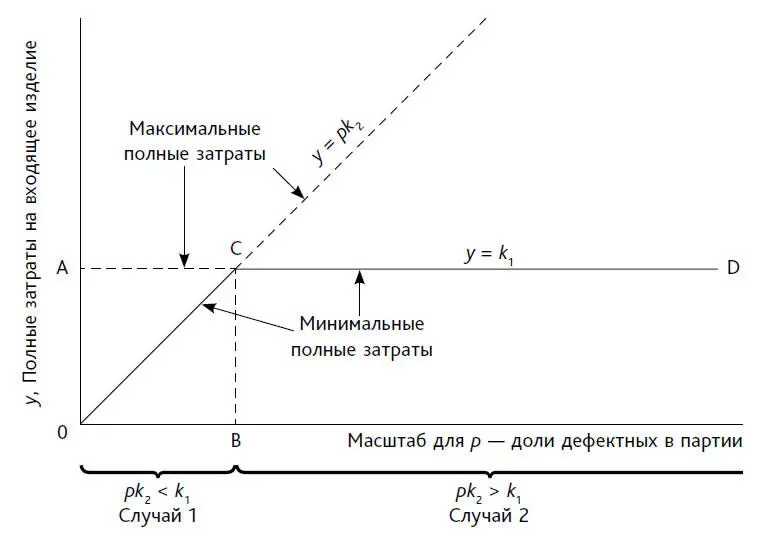
Рис. 54. График, показывающий минимальные полные затраты на изделие в партии в зависимости от входящего качества p . Минимальная доля дефектных изделий лежит вдоль линии 0ВГ. Излом В происходит в точке равновесного качества Б, где p = k 1/k 2 . Полная стоимость максимизируется при использовании 100 %-ного контроля там, где минимум полных затрат обеспечило бы отсутствие контроля, и наоборот
Очевидно, что если наихудшая партия, которая поступит (например) на следующей неделе, будет отстоять слева от точки равновесия, то остальные партии будут лучше, еще больше отдаляясь влево. Ясно, что в этих условиях отсутствие контроля приведет к минимуму средних полных затрат (случай 1).
Если наилучшая партия находится справа от точки равновесия, тогда все другие партии будут хуже и отстоять еще дальше вправо. Это пример случая 2. Полный контроль всех партий приведет к минимуму средних полных затрат.
Таким образом, минимальные средние полные затраты лежат на ломаной линии 0ВГ. Для значений p , близких к точке равновесного качества Б, разницей между отсутствием контроля и 100 %-ным контролем можно пренебречь.
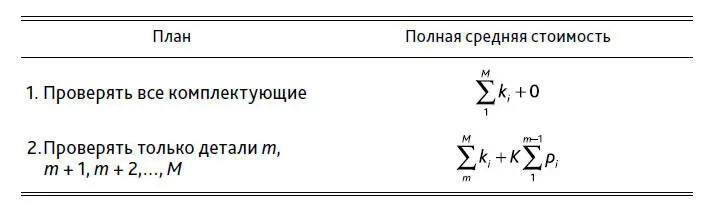
Упражнение 4.Минимальные средние полные затраты для множества деталей [116]. Допустим, мы имеем всего M деталей. Пусть pi – средняя доля дефектных для i-й детали, а k i – стоимость проверки одной детали. Дополнительную стоимость отказа сборки обозначим К , предполагая, что она одинакова для разных деталей. (Нужны некоторые изменения в обозначениях, поскольку k 2 нам теперь понадобится для обозначения стоимости контроля детали № 2.) Следует ли проверять все детали или только некоторые? Если только отдельные, то какие? Используем аппроксимацию равенства (3).
Различие между двумя планами будет в пользу плана 2 на величину
Какую деталь проверять, а какую не проверять, чтобы минимизировать полные затраты? Другими словами, как можно максимизировать разницу между двумя планами? Ответ очевиден. Расположим M членов ряда
по убыванию. Ряд начнется с положительных значений, постепенно они будут становиться меньше, перейдут через ноль и продолжат уменьшаться. Для минимизации средних полных затрат вышенаписанная сумма должна быть максимально большой. Соответственно, правило минимизации средних полных затрат звучит следующим образом:
1. Не проводить контроль деталей, для которых ki – Kpi положительно.
2. Проверять все детали, для которых ki – Kpi отрицательно.
Работайте со всеми поставщиками, чтобы добиться для всех комплектующих статистической управляемости и снижения доли pi . Успех в этой работе приведет к снижению полных затрат и может позволить время от времени не проводить контроль отдельных деталей.
Замечание 1. Переход от слабо отрицательных к слабо положительным значениям лишь ненамного снизит затраты, однако значительное смещение – от больших отрицательных к большим положительным значениям – приведет к их существенному снижению.
Замечание 2 . Мы могли бы сказать, что каждая деталь имеет точку равновесного качества, определяемую как pi = ki – K . Таким образом, наш результат для многих комплектующих всего лишь повторяет план 1 и план 2 для одной детали.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Выход из кризиса. Новая парадигма управления людьми, системами и процессами»
Представляем Вашему вниманию похожие книги на «Выход из кризиса. Новая парадигма управления людьми, системами и процессами» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.



Обсуждение, отзывы о книге «Выход из кризиса. Новая парадигма управления людьми, системами и процессами» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.