Эдвардс Деминг - Выход из кризиса. Новая парадигма управления людьми, системами и процессами
Здесь есть возможность читать онлайн «Эдвардс Деминг - Выход из кризиса. Новая парадигма управления людьми, системами и процессами» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 2014, ISBN: 2014, Издательство: Array Литагент «Альпина», Жанр: foreign_business, management, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Выход из кризиса. Новая парадигма управления людьми, системами и процессами
- Автор:
- Издательство:Array Литагент «Альпина»
- Жанр:
- Год:2014
- Город:Москва
- ISBN:978-5-9614-3893-2
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Выход из кризиса. Новая парадигма управления людьми, системами и процессами: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Выход из кризиса. Новая парадигма управления людьми, системами и процессами»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Выход из кризиса. Новая парадигма управления людьми, системами и процессами — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Выход из кризиса. Новая парадигма управления людьми, системами и процессами», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Дальнейшие замечания о графическом представлении. Планы, представленные на рис. 51 и 52, можно легко адаптировать для четырех или пяти контролеров (число шесть нецелесообразно из-за слишком большого числа символов). Я использовал тот же самый план, чтобы с помощью трех символов (•, ○, ◊) показать характеристики качества, полученные на более поздних стадиях из материала, отобранного из печи: 1) в начале нагрева, 2) в середине, 3) в конце. В этой реальной ситуации три символа относились к одним и тем же точкам по вертикали в 12 печах, за исключением зависимости между ○ и ◊. Эта повторяющаяся связь указывала на возможность того, что: а) компоненты недостаточно перемешивается в нагревателе или б) смесь заметно стареет в ходе производства.
Упражнения
Упражнение 1 . Дано: чаша с красными и белыми бусинами, доля красных – p , доля белых – q (рис. 53).
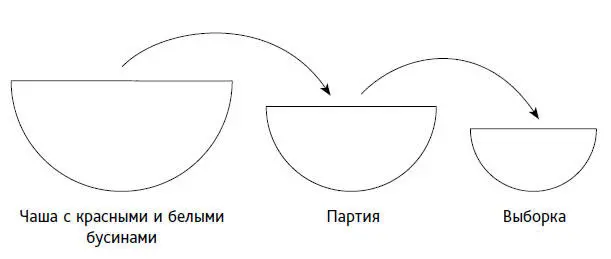
Рис. 53. Партии извлекаются из чаши с красными и белыми бусинами. Затем из партии берется выборка. Замещение каждой бусины, попавшей в партию, обеспечивает постоянство доли p при каждом вынимании
Шаг 1. Извлечем из чаши с помощью случайных чисел с возвратом партию объемом N . Результат:
N всего
X красных
N – X белых
Шаг 2. Извлечем из партии с помощью случайных чисел без возврата выборку объемом n . Результат:
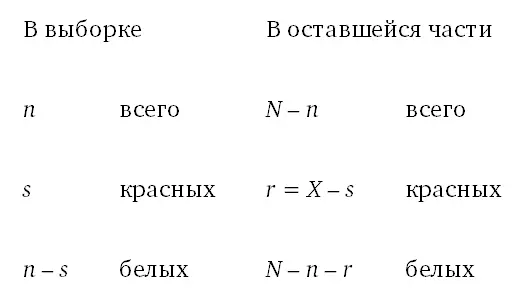
Шаг 3. Вернуть бусины из выборки в партию.
Шаг 4. Повторять шаги 1, 2, 3 неоднократно, сохраняя постоянными объемы партии и выборки. Записать результаты для значений r и s .
Показать, что теоретическое распределение для r и s будет равно:
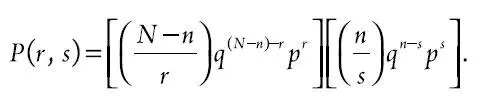 (4)
(4)
Выводы: а) Число красных бусин в выборке объемом n и число красных бусин в оставшейся части распределены биномиально вокруг одного и того же значения p ; б) независимы друг от друга. То есть число красных бусин в остатке, соответствующем выборкам с количеством дефектных изделий s = 17, будет распределено точно так же, как и число красных бусин в остатке, соответствующем выборкам с s = 0 дефектных изделий.
Эта теорема ужасна. В ней утверждается, что если отдельные дефекты независимы, как это обычно свойственно процессу, находящемуся в статистически хорошо управляемом состоянии, то любая попытка использовать план приемочного контроля для принятия решения о 100 %-ной разбраковке оставшейся части партии будет равносильна подбрасыванию монеты [114]. (Подбрасывание монеты намного дешевле, чем испытания выборок.)
Вместо того чтобы брать выборку из партии, можно просто разделить партию с помощью случайных чисел на две части – выборку и остаток.
Упражнение 2 . Если распределение дефектов в партиях уже, чем биномиальное, и если правило приемки остатка основано на испытаниях выборки, тогда правило будет таким: принимать остаток так, как он есть, когда в выборке много дефектов, и браковать остаток и проводить в нем отбраковку, когда в выборке мало или совсем нет дефектов, т. е. действовать наперекор обычным правилам [115].
Простой способ понять, как получается вышеописанный результат, – рассмотреть ситуацию, когда все входящие партии содержат одно и то же число дефектных изделий. Дефекты, которых нет в остатке, содержатся в выборке, и наоборот. Следовательно, большое число дефектных изделий в выборке будет указывать на малое их число в остатке.
И. Хилл (1960) указал на простой способ производить партии с однородным качеством. Допустим, 20 станков изготавливают одно и то же изделие, 19 из них не производят дефектов, а один выпускает только негодные изделия. Для формирования партии возьмем по одному изделию от каждого из 20 станков. Тогда каждая партия из 20 изделий будет содержать 5 % дефектных изделий.
Партии почти постоянного качества не исключительное явление. Рассмотрим блок фиксирующих поддонов, например, в количестве 12 штук. Они вращаются в процессе штамповки листового металла. Один из поддонов неисправен. Почти все изделия, которые штампуются на нем, окажутся дефектными. Остальные 11 поддонов в хорошем состоянии. Выход партий, формируемых из 12 последовательных изделий, будет постоянно близок к значению 1/12, или 8,3 % дефектных.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Выход из кризиса. Новая парадигма управления людьми, системами и процессами»
Представляем Вашему вниманию похожие книги на «Выход из кризиса. Новая парадигма управления людьми, системами и процессами» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.



Обсуждение, отзывы о книге «Выход из кризиса. Новая парадигма управления людьми, системами и процессами» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.