Эдвардс Деминг - Выход из кризиса. Новая парадигма управления людьми, системами и процессами
Здесь есть возможность читать онлайн «Эдвардс Деминг - Выход из кризиса. Новая парадигма управления людьми, системами и процессами» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 2014, ISBN: 2014, Издательство: Array Литагент «Альпина», Жанр: foreign_business, management, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Выход из кризиса. Новая парадигма управления людьми, системами и процессами
- Автор:
- Издательство:Array Литагент «Альпина»
- Жанр:
- Год:2014
- Город:Москва
- ISBN:978-5-9614-3893-2
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Выход из кризиса. Новая парадигма управления людьми, системами и процессами: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Выход из кризиса. Новая парадигма управления людьми, системами и процессами»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Выход из кризиса. Новая парадигма управления людьми, системами и процессами — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Выход из кризиса. Новая парадигма управления людьми, системами и процессами», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
B – стоимость одного образца подложки (2 долл.);
k 2 – добавленная стоимость (11 долл.) изготовления одного диска;
p – среднее входящее качество по отношению к обнаруживаемым визуальным дефектам (0,025);
p' – средняя доля дисков, теряемых по иным, нежели визуальные, причинам (0,01);
p'' – средняя доля образцов, попадающих при описанном плане в производство, которые отказали бы при визуальном контроле, если бы их проверяли (0,025 {1 – 65/1000} = 0,023);
F – доля образцов, испорченных некорректным обращением при подготовке к визуальному контролю и при самом визуальном контроле (0,01).
Теперь мы можем построить таблицу 6 для предсказания затрат.
Таблица 6
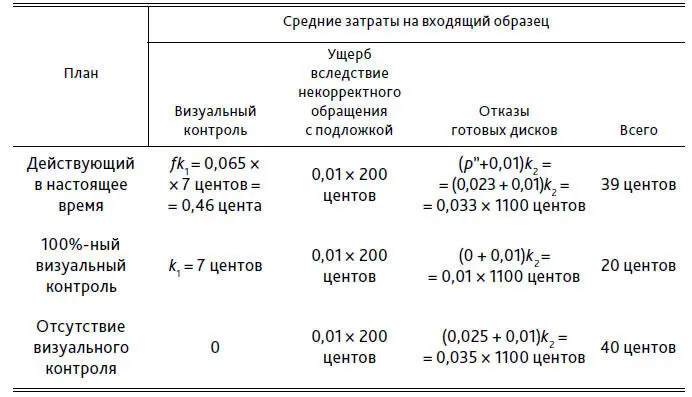
Заключение. Величина разницы между 100 %-ным контролем и используемым планом настолько велика, что можно уверенно порекомендовать начать изменения немедленно. С этой рекомендацией можно было бы повременить, если бы наблюдались существенные отклонения значений долей дефектности и стоимости от использованных в таблице.
Следует отметить, что совместные с продавцом усилия по улучшению качества входящих образцов продолжаются в надежде достичь точки равновесия и отказаться от визуального контроля и связанных с ним дополнительных операций с дисками.
Примечание : здесь равновесное качество не просто k 1/k 2 , как это было до сих пор, но мы не будем углубляться в этот вопрос.
Упражнение 6 . Показать бесполезность следующего правила, которое крупный концерн навязал поставщику.
при определении приемлемости поставленного материала мы полагаемся на выборочный контроль, т. е. одно дефектное изделие будет приводить к отбраковке всей партии.
Комментарии: 1. Вот что происходит на деле. Большинство партий попадает прямо в производство, с контролем или без. Потребитель не может позволить себе задержку ни из-за дальнейшего контроля, ни из-за возврата продавцу. 2. Если k 1> pk 2 , тогда выборочный контроль увеличил бы полную стоимость по сравнению с минимальной при отсутствии контроля. Зачем увеличивать затраты? 3. Если k 1< pk 2 , тогда не выборочный, а 100 %-ный контроль минимизировал бы полные затраты. И снова: зачем увеличивать затраты? 4. Если распределение качества входящих материалов в значительной степени неуправляемо и колеблется вокруг точки равновесия, наилучшим решением был бы 100 %-ный контроль или применение правил Джойс Орсини. Но надо избавиться от этого ужасного состояния. Работайте с продавцом над улучшением качества, чтобы перейти к условию 1 ( k 1< pk 2 ), и продолжайте совершенствоваться, чтобы достичь, если возможно, нуля дефектов. 5. Коротко говоря, процитированное требование устарело, неэффективно и дает низкое качество при высоких затратах.
Упражнение 7. Оценка k. Предположим, что стоимость контроля изделия, взятого из поставки S, не отличается от обычных затрат на контроль для изделия, отобранного из партии объемом N . Пусть xi = 1, если изделие дефектное; 0 – если хорошее. Предположим, что x i = 1, тогда изделие i – дефектное. Теперь возьмем одно изделие из поставки S и проверим его – стоимость равна k 1 . Оно также может оказаться дефектным, в этом случае мы извлечем и проверим другое, и так далее до тех пор, пока не доберемся до хорошего изделия. Можно показать эти возможности на дереве вероятностей (рис. 55). Очевидно, что средние затраты будут равны [117]
 (8)
(8)
где
Следовательно, средние полные затраты на проверку одного изделия и замену дефектного изделия на хорошее будут равны
В большинстве случаев p будет мало, q будет близко к 1, то в этих условиях мы можем заменить k 1/q на k 1 .
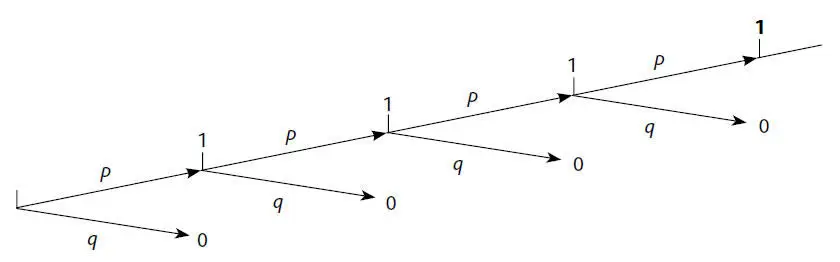
Рис. 55. Проверка одного изделия ведет с вероятностью p к хi = 1 и с вероятностью q к хi = 0
Упражнение 8
Обозначения
N – число изделий в партии;
n – число изделий в выборке (предположительно отобранных из партии с помощью случайных чисел) – каждое дефектное заменяется на хорошее;
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Выход из кризиса. Новая парадигма управления людьми, системами и процессами»
Представляем Вашему вниманию похожие книги на «Выход из кризиса. Новая парадигма управления людьми, системами и процессами» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.



Обсуждение, отзывы о книге «Выход из кризиса. Новая парадигма управления людьми, системами и процессами» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.