Билл Филипс - Руководство слесаря по замкам
Здесь есть возможность читать онлайн «Билл Филипс - Руководство слесаря по замкам» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Санкт-Петербург, Год выпуска: 2011, ISBN: 2011, Издательство: Array Литагент «БХВ», Жанр: Домоводство, Хобби и ремесла, Технические науки, Руководства, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Руководство слесаря по замкам
- Автор:
- Издательство:Array Литагент «БХВ»
- Жанр:
- Год:2011
- Город:Санкт-Петербург
- ISBN:978-5-9775-0607-6, 978-0-07-162275-2
- Рейтинг книги:4 / 5. Голосов: 2
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Руководство слесаря по замкам: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Руководство слесаря по замкам»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Для широкого круга читателей.
Издание 2-е, переработанное и дополненное.
Руководство слесаря по замкам — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Руководство слесаря по замкам», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
При изготовлении двусторонних ключей Merkur следует совместить заплечики исходного ключа и заготовки по калибру. При установке ключей потребуются вспомогательные стержни. Перевернув ключ для нарезки второй стороны, нужно убедиться, что нет перекоса вперед или назад. Самые нижние точки обрабатываемой стороны должны оставаться вровень с нижней частью тисков, а горизонтальные линии ключей должны соответствовать горизонтали тисков.
Фреза
Как и к большинству режущих устройств, к фрезам следует относиться бережно. Чистка с жесткими абразивными материалами может привести к выходу фрезы из строя очень быстро. При работе с фрезой нужно прикладывать равномерное усилие и выполнять фрезерование только тех материалов, для которых был спроектирован режущий инструмент (латунь, латунь с никелевым покрытием или нейзильбер).
В нормальных условиях эксплуатации фреза должна вращаться по направлению к нижней части (если смотреть на фрезу с позиции оператора). Не следует менять направление вращения фрезы.
Чтобы заменить фрезу, надо зафиксировать вал станка, вставив стержень в отверстие, и ключом отвинтить гайку крепления фрезы (рис. 14.7).
Поскольку гайка фрезы имеет левостороннюю резьбу, то снять ее можно, повернув по часовой стрелке. После установки на вал новой фрезы следует убедиться, что все гайки затянуты.

Рис. 14.7.Фиксация вала фрезы стержнем и снятие крепежной гайки (С разрешения компании Ilco Unican Corp.)
Станок для нарезания ключей по коду Exacta
Станок для изготовления ключей Exacta, выпускаемый корпорацией Ilco Unican Corporation, имеет механический дешифратор, который называется штампом для ключей. Он выбивает (штампует) вырезы в ключе, а не вытачивает их. Поскольку этот станок полностью механический, он очень полезен для выполнения заказов в полевых условиях.
Станок Exacta требует минимального обслуживания; единственная опасность для него – это грязь и главное требование – содержать механизм в чистоте. Нужно мягкой щеткой чистить прорезь для вставки ключа, вставку ключа и блок вырубного пресса, чтобы содержать эти важные детали в чистоте без накопления стружки и пыли. Время от времени надо очищать пластиковую коробку для стружки. Смазывать станок не требуется, поскольку все трущиеся детали оснащены постоянной смазкой.
Подготовка к работе
Последовательность подготовки станка Exacta к работе (см. номера деталей на рис. 14.8).
1. Выбрать правильный переключатель глубины (P-10), пластину для разметки позиций (P-11), вставку ключа (P-12) и заготовку ключа согласно вашему справочнику кодов.
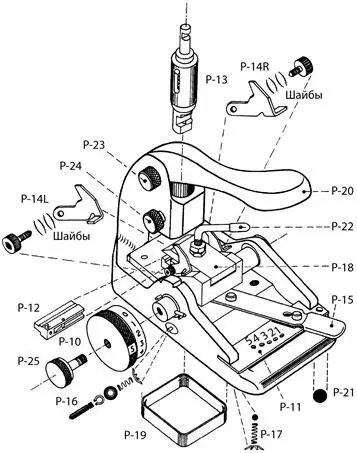
Рис. 14.8.Детали станка для изготовления ключей Exacta: P-10 – переключатель глубины (для различных ключей обозначается разными буквами A, B и т. п.); P-17 – фиксатор пластины для разметки позиций; P-18 – блок каретки; P-11 – пластина для разметки позиций (для ключей различных производителей обозначаются разными номерами 100, 101 и т. п.); P-19 – пластмассовый короб; P-12 – вставка для ключа (для ключей различных производителей отличаются по номерам 1, 2 и т. п.); P-20 – рычаг; P-21 – фетровые подкладки (4 шт.); P-13 – блок пуансона и матрицы; P-22 – рычаг каретки; P-14R – блок направляющей заплечика (правая сторона); P-23 – винт фиксации рычага; P-14L – блок направляющей заплечика (левая сторона); P-24 – крепежный винт матрицы; P-15 – блок рычага выставления позиций; P-25 – винт фиксации переключателя глубины; P-16 – фиксатор переключателя глубины (С разрешения компании Ilco Unican Corp.)
2. Собрать переключатель глубины, насадив его на ось и закрепив фиксатором. Вставить винт и завинчивать его до тех пор, пока переключатель не будет установлен напротив заплечика.
3. Установить пластину для разметки позиций путем смещения установочного винта и поворота его в положение, в котором он будет удерживаться стопором.
4. Сдвинуть вставку ключа в прорезь в каретке с правой или с левой стороны каретки в соответствии с инструкциями вашей книги кодов.
5. Для изготовления каких-либо ключей должен быть установлен блок пуансона и матрицы (P-13). Выбрать требуемые пуансон и матрицу по справочнику кодов. Снять рычаг (P-20), освободив и сняв фиксатор рычага (P-23) и крепежный винт матрицы (P-24). Вытащить блок пуансона и матрицы. Установить блок пуансона и матрицы в таком положении, чтобы передняя плоская часть матрицы была расположена точно параллельно каретке. Затянуть винт (P-24). Установить рычаг и винт крепления рычага (P-23).
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Руководство слесаря по замкам»
Представляем Вашему вниманию похожие книги на «Руководство слесаря по замкам» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.



Обсуждение, отзывы о книге «Руководство слесаря по замкам» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.