Билл Филипс - Руководство слесаря по замкам
Здесь есть возможность читать онлайн «Билл Филипс - Руководство слесаря по замкам» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Санкт-Петербург, Год выпуска: 2011, ISBN: 2011, Издательство: Array Литагент «БХВ», Жанр: Домоводство, Хобби и ремесла, Технические науки, Руководства, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Руководство слесаря по замкам
- Автор:
- Издательство:Array Литагент «БХВ»
- Жанр:
- Год:2011
- Город:Санкт-Петербург
- ISBN:978-5-9775-0607-6, 978-0-07-162275-2
- Рейтинг книги:4 / 5. Голосов: 2
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Руководство слесаря по замкам: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Руководство слесаря по замкам»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Для широкого круга читателей.
Издание 2-е, переработанное и дополненное.
Руководство слесаря по замкам — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Руководство слесаря по замкам», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Работа на станке
При нарезке ключей Exacta нужно выполнить следующие действия.
1. Установить рычаг (P-15) в крайнее левое отверстие пластины для разметки позиций (P-11).
2. Поставить переключатель глубины (P-10) в крайнее положение по часовой стрелке.
3. Вставить заготовку ключа в каретку (P-18) с той же стороны, с которой находится вставка (P-12), или в соответствии с инструкциями справочника кодов.
4. Установить заготовку ключа одним из трех способов:
– используя в качестве направляющей левый или правый заплечик;
– продвинув кончик ключа до упора на вставке;
– установив заплечик ключа напротив вставки в соответствии с указаниями справочника кодов.
5. Зафиксировать заготовку ключа в каретке, повернув ее рычаг. Следует убедиться, что заготовка выровнена по вставке (P-12). Не прилагайте большие усилия к рычагу, поскольку это может затруднить перемещение каретки.
6. Вернуть направляющую заплечика в положение упора напротив боковой стороны каретки.
7. Установить рычаг установки позиции (P-15) в положение «1» на пластине для разметки позиций.
8. Установить нужную глубину переключателем глубины.
9. Нажать на рычаг (P-20), чтобы сделать вырез.
10. Вернуть переключатель глубины в крайнее положение по часовой стрелке перед началом перемещения рычага в следующую позицию.
11. Установить рычаг выставления позиции в следующие нужные положения и повторить описанную процедуру для всех вырезов.
12. Когда все вырезы будут выполнены, нужно вернуть рычаг установки позиции в крайнее левое положение пластины для разметки позиций.
13. Ослабить крепление рычага каретки и извлечь ключ.
14. Для ключей с вырезами на двух сторонах нужно повторить эту процедуру для второй стороны.
15. Для ключей, которые устанавливаются только с правой стороны: вставив ключ с левой стороны, переместить рычаг установки позиции (P-15) в крайнее правое отверстие пластины (P-11).
Станок для дублирования ключей по коду Framon DC-300
Производимый компанией Framon Manufacturing Co., Inc. станок DC-300 (рис. 14.9) создан, прежде всего, для нарезания автомобильных ключей по коду или для их дублирования. Станок оснащен кулачками для выставления глубины и ключами для установки позиций.

Рис. 14.9.Станок Framon DC-300 сконструирован для нарезания автомобильных ключей по коду и для изготовления их дубликатов (С разрешения компании Framon Manufacturing Co., Inc.)
Базовая комплектация станка на момент поставки включает один кулачок и пять ключей для установки позиций. Кулачок № 1 установлен на заводе-изготовителе и имеет глубины для нарезания ключей для 5-пиновых замков Ford, для 10-пластинчатых замков Ford, American Motors, Chrysler и General Motors. Каждый из пяти ключей для установки позиций пронумерован как для идентификации, так и для указания числа позиций вырезов для каждого производителя. В комплект поставки также входит регулируемый торцевой ключ (ключ Аллена) и руководство по эксплуатации.
Станок поставляется с приводом от сети переменного тока 110 В или от источника постоянного тока 12 В.
Режущая головка
Режущая головка станка DC-300 опирается на прецизионные необслуживаемые подшипники для обеспечения точности и продолжительного срока эксплуатации. Фрезы изготовлены из инструментальной стали М3 и точно сконфигурированы для большинства автомобильных ключей.
Станина
Станина имеет две пары тисков. Левые тиски предназначены для фиксации заготовки. В правых тисках удерживается ключ для установки позиций, когда нарезание осуществляется по коду, и исходный ключ при его дублировании (рис. 14.10 и 14.11).
Все ключи-шаблоны для установки позиций крепят в правых (или направляющих) тисках, а ключи, которые изготавливают по коду или дублируют – в левых тисках (или тисках со стороны фрезы).
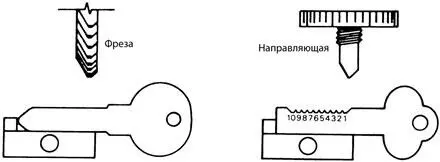
Рис. 14.10.Нарезание ключей по коду с помощью шаблона позиций и заготовки (С разрешения компании Framon Manufacturing Co., Inc.)
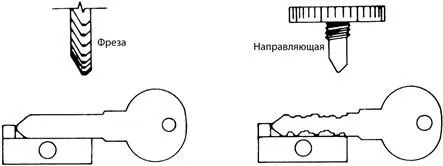
Рис. 14.11.Изготовление дубликата ключа с использованием оригинального ключа и заготовки (С разрешения компании Framon Manufacturing Co., Inc.)
Заготовки автомобильного ключа
Интервал:
Закладка:
Похожие книги на «Руководство слесаря по замкам»
Представляем Вашему вниманию похожие книги на «Руководство слесаря по замкам» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.



Обсуждение, отзывы о книге «Руководство слесаря по замкам» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.