Muhammad Aslam - Introduction to Statistical Process Control
Здесь есть возможность читать онлайн «Muhammad Aslam - Introduction to Statistical Process Control» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: unrecognised, на английском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Introduction to Statistical Process Control
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:4 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Introduction to Statistical Process Control: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Introduction to Statistical Process Control»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
● An introduction to the basics as well as a background of control charts
● Widely used and newly researched attributes of control charts, including guidelines for implementation
● The process capability index for both normal and non-normal distribution via the sampling of multiple dependent states
● An overview of attribute control charts based on memory statistics
● The development of control charts using EQMA statistics
For a solid understanding of control methodologies and the basics of quality assurance,
is a definitive reference designed to be read by practitioners and students alike. It is an essential textbook for those who want to explore quality control and systems design.
Introduction to Statistical Process Control — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Introduction to Statistical Process Control», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Control charts are constructed using a reasonable size normally of 5 to 25 units of rational subgroups, periodically, from the running process. The statistically calculated values of these subgroups are posted on the limits of thus calculated values from that process. The posting of these subgroups indicates the fluctuations caused by the common or/and special causes of variations of the process under study. When all these subgroups are commingled with, then these values do not provide us the required information from the process as most of the information will be lost.
This book is written with the objective to help the quality control personnel to use statistical tools and techniques for monitoring and improving the quality of the product. Different techniques are available for different situations. The proper choice of the available techniques is the required competency of the quality control personnel.
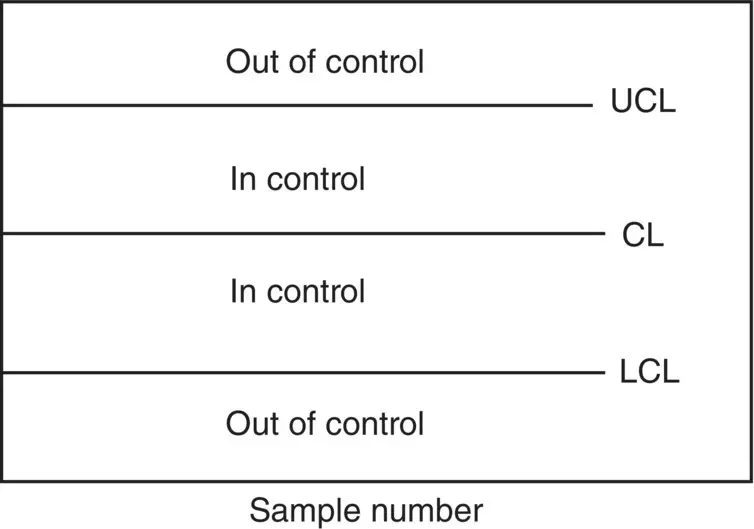
Figure 1.1 A typical control chart.
Quality improvement is an ever‐present marvel. Originally developed techniques for the manufacturing environment are applied for the ever‐increasing competition of the markets. These techniques not only are meant for the manufacturing processes but also have a wide scope and range in different areas from health care to education to government services. Statistical process control (SPC) is collection of techniques and methods for thinking about the data. The apparent utilization of these techniques may be to monitor the diameter of the bolt being produced on a manufacturing unit in bulk. Therefore, the collection of the sample from the assembly line to declaring the process whether it is in control or out of control is literally performed through SPC. Adopting these techniques will indicate the manufacturing deterioration of the bolt production may be caused by raw material or the fault in the production steps.
The SPC notion instigated during the twentieth century when Walter A. Shewhart float the idea of control chart during 1924. Another important technique of SPC is the acceptance sampling plans, which were introduced by Dr. H. F. Dodge and H. G. Roming in 1928 at Bell Laboratories. The variations in the products are important to designate when they deviate from the affordable/acceptable levels of variations. These variations are based on the principle of random process and monitored through control charts. The common steps used for the construction of a typical control charts can be listed as:
1 Decide a variable continuous or discrete to be monitored for the product. We consider a continuous variable here.
2 Calculate the mean of the targeted variable and the grand mean being used as central line (CL).
3 Calculate the standard deviation of the targeted variable.
4 Calculate the upper control limit (UCL) and the lower control limit (LCL) of the targeted variable with the deviation of three‐sigma from the grand mean.
5 Plot the means collected from the targeted variable on the chart with the mean − 3sd and mean + 3sd sigma limits defined in Step 4.
6 On plotting the means there may be some points falling outside the UCL or LCL. If this exists, then probe the matter for the reasons behind these out‐of‐control values.
7 Revise the control chart for the new CL, UCL, and LCL after discarding the disturbing means.
8 Plot the means of the next collected data on the constructed limits and decide to declare the process as within control or out of control.
The SPC techniques are commonly used in the health care sector. For example, different blood parameters of the collected samples can be monitored for possible unusual changes occurred in the targeted variables. The quick detection technique of exponentially weighted moving average (EWMA) has been frequently used for efficient monitoring of the data consisting of various parameters of blood test in cats and dogs. It has been shown that the application of EWMA technique on the blood parameters is an effective method for such data.
The SPC techniques are also very commonly used in the human resource management sector. For example, the monitoring of misconduct of the workers, unrest among the employees of an organization, racial discrimination in a community, women harassment incidence in an office are being monitored by the application of the SPC techniques. Such parameter allows the managers for observing the prompt changes in the current status quo and any deviation of the prevailing policies of the organization.
The important concern of the SPC is based on the use of sampling techniques. The already developed methodologies are the single, double, with plenty of literature available in the books of SPC, but the repetitive sampling and multiple dependent state sampling schemes, which are the most commonly used in quite near past, are explained in this book. Many other sampling schemes, which are also tenderly accepted in SPC, are the probability to ratio sampling scheme, the ranked set sampling, and fast initial response set sampling scheme.
1.2 History and Background of Control Charts
Most of the SPC techniques being used nowadays are the techniques developed during the twentieth century. The control chart technique was basically introduced by Walter A. Shewhart in 1920s during his services rendered to Bell Laboratories. Two types of variations (common and special causes of variations) in the products of the manufacturing units were pointed out in an internal memo of about one page length written by Walter A. Shewhart on 16 May 1924. That one page consisted of text, and one‐third of the page was utilized for the diagram of the shape showing UCL and LCL, which we are using nowadays as control chart. Two renowned quality control experts, connoisseurs, aficionadas, buffs, and polishers of the statistical methods applied to the quality management are Shewhart and Deming who wrote a book, Statistical Methods from the Viewpoint of Quality Control , in 1939, which is helpful and supportive even today as it was then (Oakland, 2008, p. 14). After the defeat of Japan in Second World War, Dr. William Edwards Deming (Shewhart's boss), basically an American statistician, engineer, professor, author, and management consultant, helped Japanese companies to improve the quality of the products by focusing on the monitoring and diagnosing of variability. The causes of variation were focused particularly in the manufacturing industry to improve performance through quality management system and SPC. Many companies in the world adopted the Deming philosophy and attained success swiftly in the years to come. The popularity of SPC for the success of manufacturing industry delivered the message to suppliers of raw material, goods and services providing organizations, and all the companies related to the manufacturing industry about the enormous potentials of the SPC in terms of market share, maximizing profits, and reducing rework of products. As a result a colossal demand for quality control techniques, SPC experts, and utilization of computer technology was created to survive in the world.
In 1935 the British Standards Institution introduced modification as the three‐sigma control limits were replaced with the limits based on the percentiles of normal distribution.
Since the early 1980s, the US industry improved the quality substantially due to theories developed by the researchers. Dr. Genichi Taguchi, Dr. Joseph M. Juran, Dr. Deming, and Philip Crosby assisted the manufacturing industry magnificently for improving the product quality. A new boast was injected to the industry by Dr. Genichi Taguchi by introducing new concepts in experimental design, robust design, and loss function. The quality system of ISO 9000 and QS 9000 was introduced by the United States in the early 1990s.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Introduction to Statistical Process Control»
Представляем Вашему вниманию похожие книги на «Introduction to Statistical Process Control» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.








Обсуждение, отзывы о книге «Introduction to Statistical Process Control» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.