James G. Speight - Coal-Fired Power Generation Handbook
Здесь есть возможность читать онлайн «James G. Speight - Coal-Fired Power Generation Handbook» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: unrecognised, на английском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Coal-Fired Power Generation Handbook
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Coal-Fired Power Generation Handbook: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Coal-Fired Power Generation Handbook»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
This book describes the challenges and steps by which electricity is produced form coal and deals with the challenges for removing the environmental objections to the use of coal in future power plants. New technologies are described that could virtually eliminate the sulfur, nitrogen, and mercury pollutants that are released when coal is burned for electricity generation. In addition, technologies for the capture greenhouse gases emitted from coal-fired power plants are described and the means of preventing such emissions from contributing to global warming concerns.
Written by one of the world’s leading energy experts, this volume is a must-have for any engineer, scientist, or student working in this field, providing a valuable reference and guide in a quickly changing field.
Coal-Fired Power Generation Handbook — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Coal-Fired Power Generation Handbook», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Sand processes employ suspensions, often unstable, of sand in liquids whose effectiveness can be maintained only by high rates of agitation and recirculation. Specific gravity separations up to 1.90 are obtainable, but specific gravities of 1.45 to 1.60 are more commonly employed for bituminous coals.
The most successful commercial application of this process has been the Chance sand process (Figure 3.3) which is one of the most widely adopted heavy-medium cleaning processes and consists of a large, inverted conical vessel in which sand is maintained in suspension in an upward current of water. The density of the fluid can be varied by increasing or decreasing the amount of sand held in suspension.
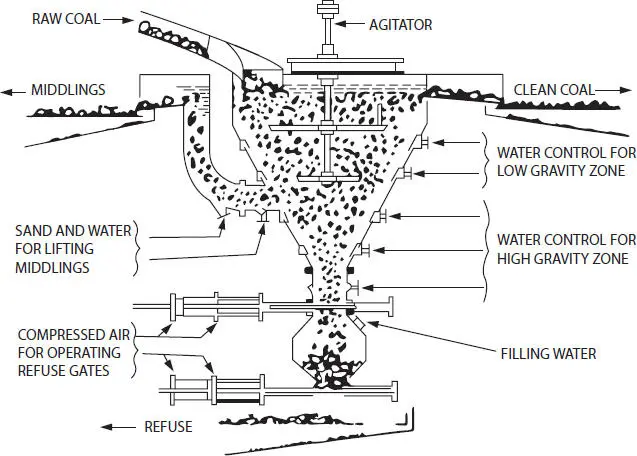
Figure 3.3The chance sand flotation process (Speight, 2013).
Some heavy-medium flotation plants use finely crushed barium sulfate or magnetite in suspension in water. In some processes, termed dry, or pneumatic, cleaning air is used as the separating medium. Because densities are additive properties, the specific gravity of a suspension may be calculated from the concentration of solids in unit weight of suspension and the true density of the solids are known. However, the effective specific gravity of a suspension is strongly dependent on the stability of the suspension, which is, in turn, dependent on the fineness of the suspended particles.
3.5.2.2 Pneumatic Cleaning
Pneumatic cleaning devices, or air tables, are applied to the small fractions (less than 3/8 inches). In these devices, currents of air flow upward through a perforated bottom plate over which a layer of coal passes. The extreme fines are entrapped in the air and must be recaptured by cyclones and bag filters for return without quality improvement. As the coal reaches the end of the tables, the bottom layer is heavy (high-ash) material, a center layer is medium-weight coal and bone (high-ash), and the top layer is coal (low-ash). The middle layer must be incorporated with the refuse (and rewashed) or with the coal.
The efficiency of these devices is poor. Their ability to remove ash is limited to 2 to 3%, regardless of how much is present. These devices represent the lowest capital investment of all cleaning devices, and they entail no problems of water supply and disposal.
The incoming coal must be screened, and, because feed to the tables must be dry, thermal drying of the raw feed is required at some plants. The thermal dryers, in turn, require cyclones and scrubbers for control of particulate emissions.
3.5.2.3 Jig-Table Washing
Jig-table washing plants are so named because jigs are used to clean the >0.25 inch increment and Diester tables (oscillating table-sized sluices with a flat, riffled surface, approximately 12 feet square, which oscillates perpendicular to the riffles, in the direction of the flow of coal) are used to clean the <0.25 inch increment. Froth cells and/or thermal dryers may be used in conjunction with this equipment.
The raw coal, restricted to sizes smaller than eight inches, is separated on a wet screen (usually 0.25 inch mesh). The large-sized increment goes into the jig; the remaining coal is sent to a separate cleaning circuit. The coal is dewatered on screens and in centrifuges, crushed to the desired size, and loaded. The jig makes the equivalent gravity separation on the principles of settling in rising and falling currents. The small-sized coal (less than 1/4 inch) is combined with the proper amount of water and distributed to the tables, where the refuse is separated from the coal. The refuse is dewatered on a screen and discarded. The cleaned coal is dewatered on a sieve bend (a stationary gravity screen), where the extreme fines are removed and discharged into a centrifuge for final dewatering and removal of the fines. The cleaned coal (+28 meshes) is then loaded or conveyed to a thermal dryer where the heavy rejects are discharged off one end of the discharge side of the table. The light coal is discharged from the opposite end, and the middlings are distributed between.
3.5.2.4 Water Clarification
The water clarification plant receives all the slurry from the washing plant, separates the -48 mesh fraction for cleaning, and returns the water for reuse. The 48 mesh fraction flows to froth flotation cells, where it is mixed thoroughly with a reagent (light oil). The coal accepts a coating of oil and floats off the top of the liquid to a disc filter, where the excess water is drawn through a fabric by a vacuum. The water is recirculated to the washer, and the fine coal is transported to loading or to a dryer.
The refuse does not accept the oil coating and sinks, to be removed with most of the incoming water to a static thickener. The thickener is a large, circular, open tank, which retains the water long enough to permit the particles of refuse to sink to the bottom. Clarified water is removed from the surface by “skimming troughs” around the perimeter of the tank and is recirculated to the cleaning plant.
The tank is equipped with a rotating rake, which rakes the fine refuse from the bottom of the tank to the center of the tank, where it is collected by a pump and transferred to a disc filter. The filter removes part of the water for recirculation and discharges the solids as refuse.
3.5.2.5 Other Processes
Washability is a concept that exploits the differences that exist between the specific gravity of different coals and the associated minerals as a basis for predicting the yields and qualities of the products obtained for any given partition density (Mazumdar et al ., 1992; Ryan, 1992). Washability data are always reported in terms of mean specific gravities of particles and those of the liquids used to effect separation. Some degree of predictability during washing operations has become available (Vassallo et al ., 1990) which affords a degree of luxury in the determination of recovery and overall behavior of the coal.
Separation of coal and mineral matter can also be achieved by exploiting differences in the surface properties. Froth flotation and oil agglomeration methods (Mehrotra et al ., 1983; Schlesinger and Muter, 1989; Couch, 1991; Carbini et al ., 1992) are examples of how such separations can be achieved and although differences exist in the surface properties of the coal components.
In coal cleaning by cyclone (Figure 3.4), raw coal and fluid enter tangentially close to the top of the cylindrical section, forming a powerful vertical flow (Meyers, 1981; Couch, 1991). The separation of the impurity from the coal occurs due to a buoyancy effect which arises because of the difference between the mass of any particle and mass of an equivalent volume of displaced fluid. When the fluid is water, this factor is equivalent to the specific gravity. The densest particles therefore move to the wall and downward, and exit with the cyclone underflow. Conditions can be adjusted so that less dense particles remain suspended in the vertical flow and exit from the top of the cyclone. This density separation can be controlled with great precision.
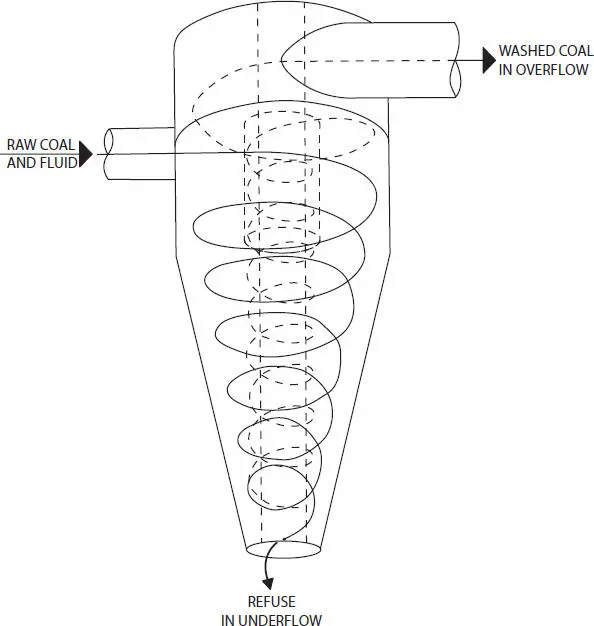
Figure 3.4Cyclone separation (Speight, 2013).
In practice, a material such as magnetite is reduced to fine sizes, usually in ball mills. The viscosity of the suspension increases with increasing fineness of particle size and particle concentration. The settling rates may be reduced and the stability of the suspension improved by the presence of clays and it may be necessary to recondition the suspension by bleeding off part of the circulating volume and recovering the magnetite in magnetic drums and rejecting the clays. Indeed, there is cause for optimism that magnetic methods of coal cleaning (pyrite removal) will be successful and be applicable as a complement to other methods (Kester et al ., 1967; Ergun and Bean, 1968; Trindade et al ., 1974; Oder, 1978, 1984, 1987).
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Coal-Fired Power Generation Handbook»
Представляем Вашему вниманию похожие книги на «Coal-Fired Power Generation Handbook» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.



Обсуждение, отзывы о книге «Coal-Fired Power Generation Handbook» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.