Plastics Process Analysis, Instrumentation, and Control
Здесь есть возможность читать онлайн «Plastics Process Analysis, Instrumentation, and Control» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: unrecognised, на английском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Plastics Process Analysis, Instrumentation, and Control
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Plastics Process Analysis, Instrumentation, and Control: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Plastics Process Analysis, Instrumentation, and Control»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Process analysis is the starting point since plastics processing is different from processing of metals, ceramics, and other materials. Plastics materials show unique behavior in terms of heat transfer, fluid flow, viscoelastic behavior, and a dependence of the previous time, temperature and shear history which determines how the material responds during processing and its end use. Many of the manufacturing processes are continuous or cyclical in nature. The systems are flow systems in which the process variables, such as time, temperature, position, melt and hydraulic pressure, must be controlled to achieve a satisfactory product which is typically specified by critical dimensions and physical properties which vary with the processing conditions.
Instrumentation has to be selected so that it survives the harsh manufacturing environment of high pressures, temperatures and shear rates, and yet it has to have a fast response to measure the process dynamics. At many times the measurements have to be in a non-contact mode so as not to disturb the melt or the finished product. Plastics resins are reactive systems. The resins will degrade if the process conditions are not controlled. Analysis of the process allows one to strategize how to minimize degradation and optimize end-use properties.
Plastics Process Analysis, Instrumentation, and Control — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Plastics Process Analysis, Instrumentation, and Control», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
An overview has been given of the basic principles and applications of WAIM as well as the current research status (52). Here, first, the origin and the development of WAIM technology are described and then their advantages and applications are given. The review also focuses on the experimental trends of WAIM such as computer simulation, the effect of processing parameters on the WAIM samples, and the morphology as well as related WAIM-molded composites and polymer blends’ work (52).
1.10 Molding Machine for Granules
During a conventional injection molding process, plastic granules are melted by heating and then injected into a mold to form a plastic product (53). However, the plastic granules may be contaminated so as to cause the molded product to have defects, which lowers the product yield. Therefore, there is a need to provide a system that can perform defect analysis of a molded plastic product at an early stage.
Such a molding machine, which is operated to mold plastic granules into a plastic piece, includes a machine body, a platform, a heater, and a pressing unit (53).
The platform is installed at the machine body and defines a molding cavity adapted to receive the plastic granules. The heater is installed at the machine body adjacent to the platform and is adapted for heating the platform.
The pressing unit is installed at the machine body and disposed above the platform. The pressing unit includes a pressure cylinder, a telescopic rod connected to and driven by the pressure cylinder to extend downward and retract upward, and a pressing plate coupled to the telescopic rod and disposed to correspond in position with the molding cavity.
The pressure cylinder drives the pressing plate via the telescopic rod to move the pressing plate relative to the platform between an initial position, where the pressing plate is away from the molding cavity of the platform, and a molding position, where the pressing plate is close to the molding cavity of the platform so as to cooperate with the platform to form a mold for molding the plastic granules into the plastic piece.
Another system for defect analysis of the plastic piece includes the molding machine, an optical sensing unit, and a computing unit. The optical sensing unit is configured to detect the plastic piece formed using the molding machine. The computing unit is coupled to the optical sensing unit and is operable for defect analysis of the plastic piece.
Here, the method for forming a plastic piece includes the following steps (53):
1 Heating a raw plastic material,
2 Pressing and molding the heated raw plastic material to form a light-transmissive molded plastic piece,
3 Cooling the molded plastic piece, and
4 Based on defects of the molded plastic piece, determining whether or not the molded plastic piece conforms with predetermined criteria.
1.11 Foam Curing of Footwear
An article of footwear may be constructed with a foam sole portion (54). The formation of the foam portion may involve heating the foam portion utilizing one or more heating elements. However, a traditional heating element, such as an oven, used to heat and cure a foam item is continuously energized to maintain sufficient thermal energy and may be inefficient at heating the foam item. Furthermore, the ability to control the heating and timing of the foam item may be limited with a traditional heating element.
An induction heating assembly has been used to cure an expanded foam structure (54). Modular induction heating assemblies can efficiently and controllably heat a mold that contains a foam item. In order to achieve efficiencies and controllability, inactive zones and cooling mechanisms were used in connection with induction heating assemblies to regulate the temperature of the mold during the curing process. Figure 1.4shows an induction heating assembly that is configured to house induction coils and a mold.
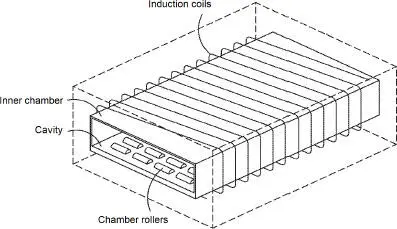
Figure 1.4 Induction heating assembly (54).
The induction heating assembly may house coils having a combination of coil patterns. Chamber rollers may allow a belt, such as a conveyor belt, to pass over the chamber rollers and through the cavity of the inner chamber. Also, the chamber rollers may allow a foam item to pass through the cavity so that it may be cured utilizing the induction coils (54).
Various induction heating assemblies and soaking zones may be used. For instance, four induction heating assemblies and four soaking zones may be used where each soaking zone is between each induction heating assembly. Similarly, it is contemplated that a dwell time within a soaking zone or as influenced by an induction heating assembly may be adjusted to achieve a desired intermediate temperature.
For example, on a moving conveyor having a constant speed, the dwell time may be changed in the soaking zone by changing a length between induction heating assemblies. The rate of the conveyor belt movement may also be manipulated to change a dwell time in the soaking zone — and exposure to induction heating effects within the induction heating assemblies.
1.12 Injection Compression Molding
The process of injection molding with dynamic mold temperature control leads to a good replication quality of high-aspect-ratio microstructures. However, an inhomogeneous pressure distribution during the holding pressure phase results in an anisotropy of the component properties, low dimensional accuracy and, especially with optical polymers, an undesired stress birefringence (55).
The anisotropy is based on the orientation of the molecular chains in the flow direction, which can be reduced by an injection-compression molding (ICM) process. In order to use the synergy from both processes, an injection-compression molding process with dynamic mold temperature control can be utilized.
This process was reproduced by an ICM process at elevated mold temperature and compared with injection molding with regard to molding accuracy and optical properties in dependence of component thickness and mold temperature (55). In order to evaluate the molding accuracy, the roughness of a wire-eroded microstructure on the cavity surface was measured.
To determine the degree of orientation, the optical properties considered were the transmission and the path difference. It could be shown that the adapted ICM process was able to achieve a high degree of replication accuracy with a low degree of orientation, especially for thin-walled components. ICM at elevated mold temperature reduced the path difference in the components with the lowest wall thickness by a factor of two while at the same time optimizing the replication of the microstructure. This could also be confirmed by transmission measurements (55).
1.13 Hot Press System
In conventional mold fabrication techniques, hot pressing techniques are typically applied to the fabrication of shoe soles (56). After selecting the appropriate mold for the fabrication of a shoe sole, a mixture of a foaming agent is added and heated, and the sole is formed after the mold is cooled. Hence, the temperature control of the mold in the hot pressing process is an important controlling factor.
The heating of a shoe sole mold is performed via a hot plate, wherein the shoe sole mold is placed on a hot plate with a hot liquid tunneling through and the shoe sole mold is heated via heat conduction. However, relying upon the conduction method for heat conduction is time consuming. Furthermore, the surface of the mold used in hot pressing is closer to the hot plate, and that mold surface is heated faster than other areas of the mold, resulting in an overall uneven heating. In addition, the heat emitted from the hot plate is not absorbed solely by the neighboring regions of the hot pressed surface. Consequently, the power consumption is increased.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Plastics Process Analysis, Instrumentation, and Control»
Представляем Вашему вниманию похожие книги на «Plastics Process Analysis, Instrumentation, and Control» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.





Обсуждение, отзывы о книге «Plastics Process Analysis, Instrumentation, and Control» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.