Михаил Алманкин - Ремонт ПВХ-окон от А до Я
Здесь есть возможность читать онлайн «Михаил Алманкин - Ремонт ПВХ-окон от А до Я» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Год выпуска: 2021, ISBN: 2021, Жанр: Сделай сам, Технические науки, Технические науки, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Ремонт ПВХ-окон от А до Я
- Автор:
- Жанр:
- Год:2021
- ISBN:978-5-532-93800-7
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Ремонт ПВХ-окон от А до Я: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Ремонт ПВХ-окон от А до Я»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Ремонт ПВХ-окон от А до Я — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Ремонт ПВХ-окон от А до Я», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Перепад в плоскости на стыках штапика чаще всего можно исправить, забив выступающий штапик киянкой, самое главное при таком выравнивании не перестараться, можно разбить стеклопакет.
Иногда проще вынуть штапик и забить его снова, убедившись, что плоскости штапиков совпадают. Сложнее, когда штапик широкий. «Стандартный» штапик шириной 6.5 мм называют узким, штапик который чаще всего используют под стеклопакет в 24 мм, ширина которого 14.5 мм, называют «широким» (подробнее информацию по ширине штапика можно найти в Папке переработчика профильной системы).

При остеклении небольших конструкций, если штапик немного больше, происходит «замятие», которое очень трудно исправить, можно попытаться поменять местами штапики (лево/право), чаще замятие заливают герметиком или перезаказывают штапик.
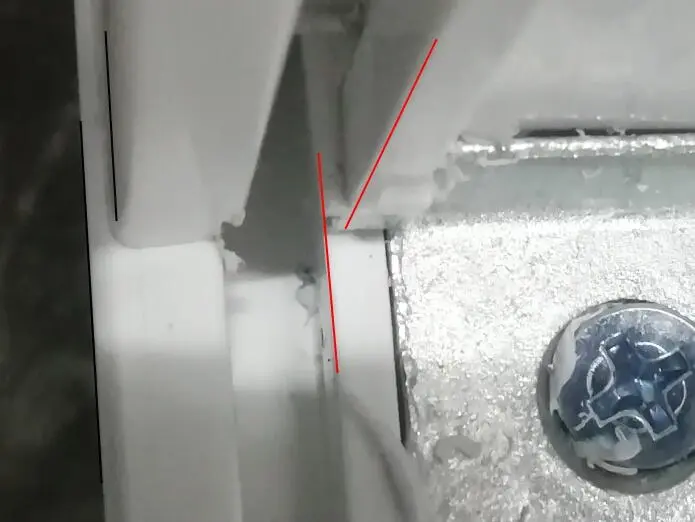
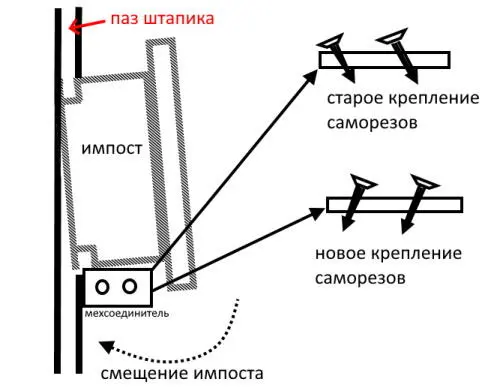
Перепад в плоскости штапика так же может появиться на стыке рама/импост из-за смещения паза штапика.
Исправить данный дефект можно. Придется снять стеклопакет, выкрутить крепления мех. соединителя, повернуть импост вокруг своей оси в нужном направлении (чтобы совпали пазы) и притянуть мех. соединение НЕ по старым отверстиям. Перепад в плоскости импост/рама допускается до 0,7 мм (пункт 2 в списке проверки), этого обычно достаточно чтобы совместить пазы штапика.
На рисунке это выглядит так:
Штапики для профильных систем Deceuninck 71(favorite) и 76(space)
– головная боль для сервисника. Штапик имеет L-образную форму
Стык штапиков может иметь зазор до 0,1 мм (допуск производителя профиля). Установка таких штапиков в конструкции со стороной меньше 700 мм по каждой стороне периметра, проблематична. Согнуть такой штапик очень тяжело.
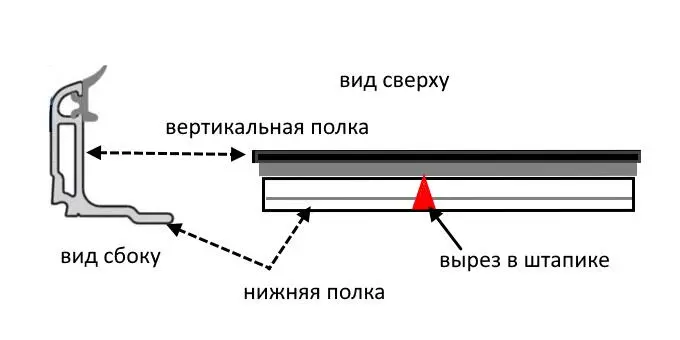
Есть небольшая хитрость для таких случаев. Нижняя полка штапика подрезается ножницами

Ещё одна проблема с такими штапиками, перед установкой необходима подрезать нижнюю полку штапика (на производстве этого не делают). Станок режет штапик таким образом, что нижняя полка штапика выходит длиннее внутренней стороны видимой части штапика (это особенности настройки станка) и чтобы штапик встал без проблем по месту, проще самому его подрезать.
Есть ещё один способ выровнять в плоскости стык штапика, он будет описан в главе исправления дефектов не по техническому регламенту.
Один из неисправимых дефектов перепада в стыке штапиков – арочные окна. В большинстве случаев перепад по плоскости  закрывается герметиком, другого решения пока не найдено.
закрывается герметиком, другого решения пока не найдено.
Отдельного внимания заслуживают балконные двери, но о них подробная информация будет в разделе Входных групп.
Сварные швы
Проблемы сварных швов были рассмотрены в производственных ошибках, есть несколько дефектов которые есть возможность исправить на адресе.
Не зачищенный сварной шов, редко встречается как дефект, но если производственный процесс не полностью автоматизирован, то такая проблема существует.
Самое простое решение – зачистка сварного шва при помощи остро отточенной стамески, но этот вариант не всегда устраивает заказчика, так как при таком способе зачистки отсутствует канавка, которую вырезает станок  (пункт 3 списка проверки),
(пункт 3 списка проверки),
Если сварной не дочищен на уже установленной конструкции, а именно на раме, тут возможен уже только перемонтаж Конструкции, так как зачистить шов стамеской сможет только опытный резчик по дереву специальной стамеской. Иначе канавку на раме уже не сделать.
Сварной шов на створке зачистить проще, иногда достаточно стамески. Если нужна канавка, то для этого необходим специальный станок для зачистки вручную, или приспособление, изготовленное находчивым человеком, только при зачистке вручную этим приспособлением, надо или приделывать направляющий с помощью струбцины, или очень твердую руку.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Ремонт ПВХ-окон от А до Я»
Представляем Вашему вниманию похожие книги на «Ремонт ПВХ-окон от А до Я» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.


![Джон Лэнган - Дом окон [litres]](/books/395968/dzhon-lengan-dom-okon-litres-thumb.webp)



Обсуждение, отзывы о книге «Ремонт ПВХ-окон от А до Я» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.