Михаил Алманкин - Ремонт ПВХ-окон от А до Я
Здесь есть возможность читать онлайн «Михаил Алманкин - Ремонт ПВХ-окон от А до Я» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Год выпуска: 2021, ISBN: 2021, Жанр: Сделай сам, Технические науки, Технические науки, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Ремонт ПВХ-окон от А до Я
- Автор:
- Жанр:
- Год:2021
- ISBN:978-5-532-93800-7
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Ремонт ПВХ-окон от А до Я: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Ремонт ПВХ-окон от А до Я»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Ремонт ПВХ-окон от А до Я — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Ремонт ПВХ-окон от А до Я», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
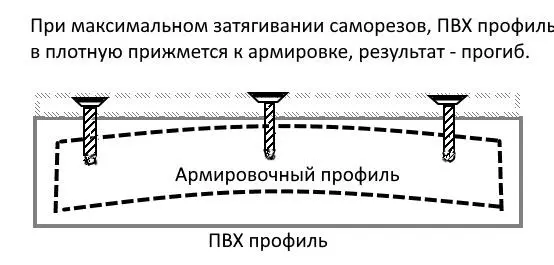
Само собой разумеется, что закручивание в армировку должно быть таким, чтобы армирование не болталось в профиле. Частой претензией от Заказчика являются как раз не докрученные саморезы. Для Сервисника важно знание того, как объяснить Заказчику причину такого крепления армировки. Это не дефект!
Прогиб хорошо виден на крупногабаритных конструкциях. Так же прогиб можно проверить с помощью лазерного нивелира.
На рамах прогиб в установленных конструкциях исправляется только перемонтажом конструкции. Иногда есть возможность не демонтировать конструкцию полностью.
Прогиб на установленной конструкции может появиться в результате не правильного монтажа. При креплении рамы на анкерный болт, раму могут выгнуть при затягивании болта, или «утянуть» подвесной пластиной. После установки рамы с «прогибом» появляется зазор между створкой и рамой в одном из углов (при вертикальном прогибе), что в свою очередь является причиной продува. Даже при условии, что створка (дверь) закрываются, это может привести к тому, что дверь или створку так же прогнет со временем. Разогнуть створку можно при помощи струбцины и жёсткой опоры.

Выгибание створки
Для того что бы исправить прогиб створки необходима жёсткая опора (кусок алюминиевого профиля) с двумя деревянными подкладками на концах опоры, струбцина и шуруповерт. Перед выгибанием створки (двери) необходимо вынуть стеклопакет, и открутить все армировочные саморезы (кроме крайнего сверху или внизу, чтобы армирование не провалилось).
Выгнуть створку в нужную сторону с помощью опоры и струбцины. В выгнутом положении закрутить армировочные саморезы по НОВЫМ отверстиям! После снятия опоры проверить прогиб.
Нюанс – перед выгибанием рекомендую немного ослабить фурнитурную обвязку на месте выгибания, количество саморезов вкручиваемых в армировку увеличить на треть.

В случае, когда створка (дверь) винтом (восьмеркой), необходимо две жёсткие опоры. Армирование необходимо откручивать по всему периметру. Струбцина ставится на пересечении опор. Опоры ставятся с двух сторон створки, крест на крест. Вторая опора смещается ближе к тому углу, который вы хотите выгнуть. Дальше порядок действий как описано выше.
5 Ламинация
Ламинация – многослойная пленка, толщиной от 0,14 до 0,2+ мм. Толщина пленки зависит от производителя.
Процесс ламинирования состоит из нескольких этапов
1 Химическая обработка материалов с целью полной очистки и удаления посторонних частиц с пластика.
2 Сушка материалов до полного устранения влаги.
Грунтование покрытия специальным раствором, который называется праймер. Эта процедура проводится для того, чтобы пленка лучше легла на профиль. После нанесения раствора до следующих работ должно пройти не менее суток.
3 Наклеивание пленки на профиль осуществляется в специальной камере при соблюдении определенной температуры (+130 градусов) и нормы давления и влажности.
4 Далее пленка проходит через зону сушки в требуемом температурном режиме. Температура самой пленки не должна превышать 45 градусов, иначе под ней может образоваться воздух из-за испарения растворителя. Идет прокатка роликами, для удаления воздушных пузырей
5 Отделение лишней части материала от профиля. Если размеры пленки больше, чем требуется, оставшаяся часть отрезается дисковым клинообразным резцом. При необходимости используются макетные ножи со скользящими лезвиями для зачистки или уменьшения радиуса фаски.
6 Выдержка нового изделия для полной усадки пленки должна быть не менее двух недель для исключения деформации поверхности оклеенного профиля.
7 Последним этапом является обеспечение защиты новой поверхности оконной рамы при ее перевозке и монтаже, для чего сверху наклеивается защитная самоклеющаяся пленка.
Все работы по свариванию и резке полученного профиля могут проводиться не ранее, чем через 72 часа после наклеивания пленки. Выполнение арочных конструкций с изгибом профиля возможно только через 28 дней после ламинации.
Не соблюдение одного из пунктов технологии ламинирования приводит к браку изделия. Некоторые дефекты (воздушные пузыри, грязь под ламинацией) невозможно увидеть без снятия защитной пленки. В большинстве случаев брак по ламинации – изготовление нового изделия.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Ремонт ПВХ-окон от А до Я»
Представляем Вашему вниманию похожие книги на «Ремонт ПВХ-окон от А до Я» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.


![Джон Лэнган - Дом окон [litres]](/books/395968/dzhon-lengan-dom-okon-litres-thumb.webp)



Обсуждение, отзывы о книге «Ремонт ПВХ-окон от А до Я» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.