Сергей Кашин - Сварочные работы. Практический справочник
Здесь есть возможность читать онлайн «Сергей Кашин - Сварочные работы. Практический справочник» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 2015, ISBN: 2015, Издательство: Array Литагент «РИПОЛ», Жанр: Хобби и ремесла, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Сварочные работы. Практический справочник
- Автор:
- Издательство:Array Литагент «РИПОЛ»
- Жанр:
- Год:2015
- Город:Москва
- ISBN:978-5-386-07970-3
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Сварочные работы. Практический справочник: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Сварочные работы. Практический справочник»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Сварочные работы. Практический справочник — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Сварочные работы. Практический справочник», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Очаги (скопления) пор формируются при нарушении режима сварки, применении электродов с некачественным покрытием или загрязненности кромок.
Меры предотвращения пористости содержатся в уже названных причинах, хотя есть и другие. Например, использование обратной полярности при работе на постоянном токе, снижение температуры расплавленного металла сварочной ванны, устранение неметаллических включений в металле и др.
8. Трещины (рис. 99), которые представляют собой наиболее опасные дефекты швов. Они могут быть продольными или поперечными и возникать как в наплавленном, так и в основном металле.
Трещины образуются, когда в металле формируются напряжения в результате неравномерного нагревания и охлаждения, когда происходят усадка и изменения величины зерен металла и их расположения; когда сварка ведется при низкой температуре; когда соединяются в жестко зафиксированных изделиях или конструкциях конструкционные и легированные стали и проч. Трещины подлежат обязательному устранению: их вырубают и повторно заваривают.
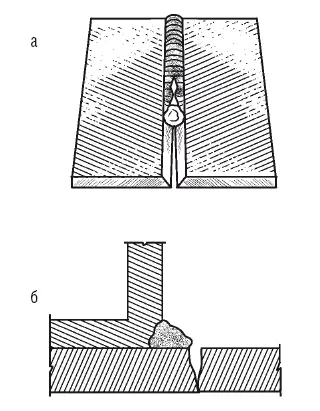
Рис. 99. Трещины: а – в наплавленном металле шва; б – в зоне термического влияния
К группе внутренних дефектов относятся следующие:
1. Трещины. Причины их появления и способы ликвидации такие же, что и при образовании и устранении наружных трещин.
2. Непровары корня шва и кромки (рис. 100). Это серьезный дефект, который выглядит как несплавление электродного металла с основным.
Помимо того, что в зоне непровара прочность шва резко ухудшается, здесь образуются очаги напряжения, снижающие сопротивляемость шва внешним нагрузкам при эксплуатации изделия или конструкции.
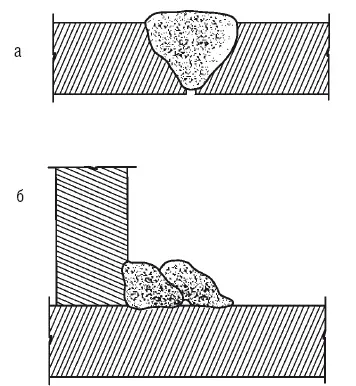
Рис. 100. Непровар: а – корня сварного шва; б – кромки
Причины непровара различны, среди них могут быть недостаточный ток, низкая мощность горелки, несоответствующий прогрев металла при ускоренном манипулировании электродом или горелкой, проникновение в шов шлака или пленки окислов, малый угол скоса кромок, некачественная подготовка кромок к сварке.
Как и в предыдущем случае, непровар аккуратно вырубают, после чего снова заваривают дефектный участок, предварительно выяснив причину непровара;
3. Поры, возникающие при поглощении жидким металлом газов, которые не успели полностью выделиться в процессе работы.
Другая причина порообразования – выкрашивание каплевидных
включений металла и шлака, поскольку мельчайшие капли металла, покрытые пленкой окислов, попав в сварочную ванну, не сплавляются с металлом шва.
Наличие пор приводит к тому, что шов становится проницаемым и разрушается под воздействием газов и жидкостей.
Поры подлежат вырубанию и повторному завариванию, а при газовой сварке – проковке.
4. Шлаковые включения, проникающие в металл при ведении сварки длинной дугой и окислительным пламенем.
Как и поры, они негативно отражаются на сечении шва, снижая его прочность.
Контроль качества сварного шва
Чтобы обеспечить высокое качество и прочность сварных соединений, весь технологический процесс сварки необходимо тщательно отслеживать.
Причем делать это нужно на всех этапах, включая:
✓ предварительный контроль, подразумевающий проверку сварочных материалов (флюсов, электродов, проволоки и проч.), оборудования, инструментов и др.;
✓ операционный контроль, во время которого определяются подготовленность изделий под сварку, ее соответствие стандартам и техническим условиям, качество присадок и состояние
контрольно-измерительной аппаратуры, а также контролируются режимы сварки и соблюдение технологии наложения сварных швов;
✓ контроль уже готовых соединений, который осуществляется после завершения сварочных работ или термической обработки изделия.
Методы контроля выполненных соединений и швов бывают разрушающими и неразрушающими. Они указаны в ГОС Тах и классифицируются на несколько видов:
1) внешний контроль, с помощью которого обнаруживаются наружные дефекты сварных швов (подрезы, трещины, неравномерность швов по высоте и ширине, поры, непровар корня шва и др.). Для этого прибегают к визуальному осмотру, который может
проводить с применением лупы с десяти– или двадцатикратным увеличением (при этом можно заметить волосяные трещины и мельчайшие поры) или без нее. Для проверки размеров сварных швов используют шаблоны и универсальный измерительный инструмент;
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Сварочные работы. Практический справочник»
Представляем Вашему вниманию похожие книги на «Сварочные работы. Практический справочник» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.




Обсуждение, отзывы о книге «Сварочные работы. Практический справочник» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.