Сергей Кашин - Сварочные работы. Практический справочник
Здесь есть возможность читать онлайн «Сергей Кашин - Сварочные работы. Практический справочник» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 2015, ISBN: 2015, Издательство: Array Литагент «РИПОЛ», Жанр: Хобби и ремесла, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Сварочные работы. Практический справочник
- Автор:
- Издательство:Array Литагент «РИПОЛ»
- Жанр:
- Год:2015
- Город:Москва
- ISBN:978-5-386-07970-3
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Сварочные работы. Практический справочник: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Сварочные работы. Практический справочник»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Сварочные работы. Практический справочник — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Сварочные работы. Практический справочник», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
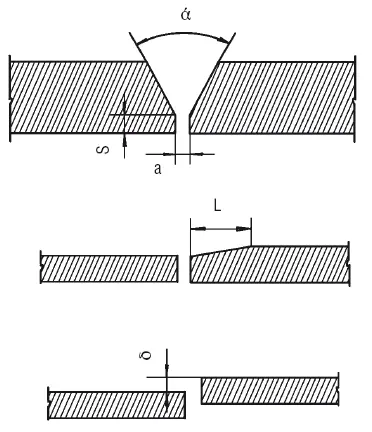
Рис. 89. Элементы подготовки кромо
✓ зазор между соединяемыми кромками (a). От правильности установленного зазора и подобранного режима сварки зависит, насколько полным будет провар по сечению соединения при формировании первого (корневого) слоя шва;
✓ притупление кромок (S), необходимое для того, чтобы придать процессу наложения корневого шва определенную устойчивость. Игнорирование этого требования приводит к пережогу металла при сварке;
✓ длина скоса листа в том случае, если имеется разница по толщине (L). Этот элемент позволяет обеспечивать плавный и постепенный переход от более толстой детали к тонкой, что снижает или устраняет риск концентрации напряжений в сварных конструкциях;
✓ смещение кромок по отношению друг к другу (δ). Поскольку это снижает прочностные характеристики соединения, а также способствует непровару металла и образованию очагов напряжений, ГОСТом 5264–80 установлены допустимые нормы, в частности смещение должно составлять не более 10 % толщины металла (максимум 3 мм).
Таким образом, при подготовке к сварке необходимо выполнить следующие требования:
✓ очистить кромки от загрязнений и коррозии;
✓ снять фаски соответствующего размера (по ГОСТу);
✓ установить зазор в соответствии с ГОСТом, разработанным для того или иного типа соединения.
О некоторых видах кромок уже говорилось ранее (хотя они и рассматривались в другом аспекте) при описании стыковых соединений, но тем не менее необходимо еще раз заострить на этом внимание (рис. 90).
Выбор того или иного вида кромок определяется рядом факторов:
✓ способом сварки;
✓ толщиной металла;
✓ способом соединения изделий, частей и проч.
Для каждого способа сварки разработан отдельный стандарт, в котором указаны форма подготовки кромок, размер шва и допустимые отклонения. Например, ручная дуговая сварка осуществляется по ГОСТу 5264–80, контактная – по ГОСТу 15878–79, электрошлаковая – по ГОСТу 15164–68 и т. д.
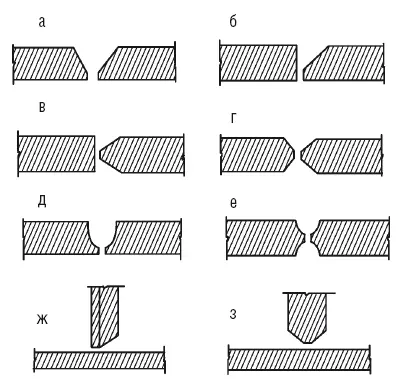
Рис. 90. Виды кромок, подготовленных к сварке: а – со скосом обеих кромок; б – со скосом одной кромки; в – с двумя симметричными скосами одной кромки; г – с двумя симметричными скосами двух кромок; д – с криволинейным скосом двух кромок; е – с двумя симметричными криволинейными скосами двух кромок; ж – со скосом одной кромки; з – с двумя симметричными скосами одной кромки
Кроме того, имеется стандарт на графическое обозначение сварного шва, в частности ГОСТ 2.312–72. Для этого используется наклонная линия с односторонней стрелкой (рис. 91), которая указывает участок шва.
Характеристика шва, рекомендованный способ сварки и иная информация представлены над или под горизонтальной полкой, соединенной с наклонной линией-стрелкой. Если шов видимый, т. е. находится на лицевой стороне, то характеристика шва дается над полкой, если невидимый – под ней.
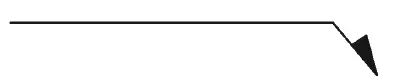
Рис. 91. Графическое обозначение сварных швов
К условным обозначениям сварного шва относятся и дополнительные знаки (рис. 92).
Для различных видов сварки приняты буквенные обозначения:
✓ дуговая сварка – Э, но поскольку этот вид наиболее распространенный, то в чертежах буква может и не указываться;
✓ газовая сварка – Г;
✓ электрошлаковая сварка – Ш;
✓ сварка в среде инертных газов – И;
✓ сварка взрывом – Вз;
✓ плазменная сварка – Пл;
✓ контактная сварка – Кт;
✓ сварка в углекислом газе – У;
✓ сварка трением – Тр;
✓ холодная сварка – Х.
При необходимости (если реализуется несколько способов сварки) перед обозначением той или иной разновидности располагают буквенное обозначение используемого способа сварки:
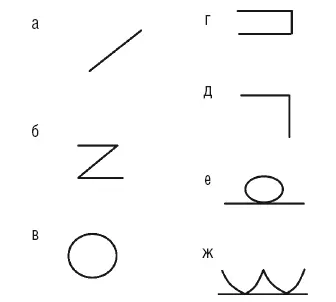
Рис. 92. Дополнительные обозначения сварного шва: а – прерывистый шов с цепной последовательностью участков; б – прерывистый шов с шахматной последовательностью участков; в – шов по замкнутому контуру; г – шов по незамкнутому контуру; д – монтажный шов; е – шов со снятым усилением; ж – шов с плавным переходом к основному металлу
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Сварочные работы. Практический справочник»
Представляем Вашему вниманию похожие книги на «Сварочные работы. Практический справочник» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.




Обсуждение, отзывы о книге «Сварочные работы. Практический справочник» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.