Сергей Кашин - Сварочные работы. Практический справочник
Здесь есть возможность читать онлайн «Сергей Кашин - Сварочные работы. Практический справочник» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 2015, ISBN: 2015, Издательство: Array Литагент «РИПОЛ», Жанр: Хобби и ремесла, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Сварочные работы. Практический справочник
- Автор:
- Издательство:Array Литагент «РИПОЛ»
- Жанр:
- Год:2015
- Город:Москва
- ISBN:978-5-386-07970-3
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Сварочные работы. Практический справочник: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Сварочные работы. Практический справочник»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Сварочные работы. Практический справочник — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Сварочные работы. Практический справочник», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
✓ ручная – Р;
✓ полуавтоматическая – П;
✓ автоматическая – А.
✓ дуговая под флюсом – Ф;
✓ сварка в активном газе плавящимся электродом – УП;
✓ сварка в инертном газе плавящимся электродом – ИП;
✓ сварка в инертном газе неплавящимся электродом – ИН.
Для сварных соединений также имеются специальные буквенные обозначения:
✓ стыковое – С;
✓ тавровое – Т;
✓ нахлесточное – Н;
✓ угловое – У. По цифрам, проставленным после букв, определяют номер сварного соединения по ГОСТу на сварку.
Обобщая сказанное выше, можно констатировать, что условные обозначения сварных шов складываются в определенную структуру (рис. 93).
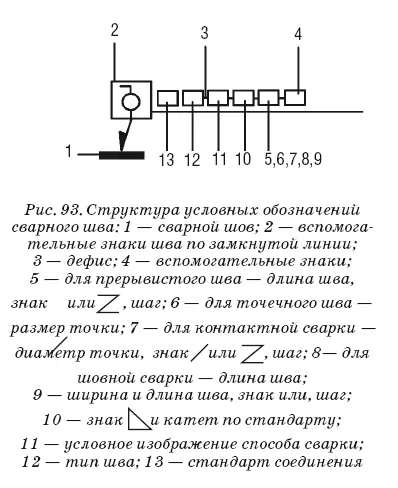
Рис. 93. Структура условных обозначений сварного шва: 1 – сварной шов; 2 – вспомогательные знаки шва по замкнутой линии; 3 – дефис; 4 – вспомогательные знаки; 5 – для прерывистого шва – длина шва, знак или, шаг; 6 – для точечного шва – размер точки; 7 – для контактной сварки – диаметр точки, знак или, шаг; 8– для шовной сварки – длина шва; 9 – ширина и длина шва, знак или, шаг; 10 – знак и катет по стандарту; 11 – условное изображение способа сварки; 12 – тип шва; 13 – стандарт соединения
В качестве примера расшифруем обозначение:
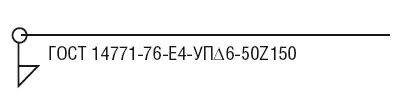
✓ шов располагается на невидимой стороне – обозначение находится под полочкой;
✓ тавровое соединение, шов № 4 по ГОСТу 14771–76 – Т4;
✓ сварка в углекислом газе – У;
✓ сварка полуавтоматическая – П;
✓ длина катета 6 мм —  6;
6;
✓ шов прерывистый с шахматным расположением участков – 50  150.
150.
Дефекты сварных соединений
Несоответствие сварного соединения техническим требованиям, изложенным в нормативной документации, называется дефектом. ГОСТы регламентируют все необходимые параметры (конструктивные размеры, форму сварного шва, его прочность, пластичность, геометричность и др.), которые должны быть выдержаны при выполнении сварочных работ.
Однако соединения могут отклоняться от заданных в нормативно-технической документации параметров, что нередко приводит к разрушению как самого сварного шва, так и всей конструкции, что, разумеется, нельзя считать положительным моментом.
Чтобы не допускать такого развития событий, необходимо точно знать, какими дефектами могут сопровождаться сварочные работы, каковы их причины и способы предупреждения или устранения.
В сварных соединениях могут возникать различные дефекты. В соответствии с расположением они подразделяются на две большие группы – наружные и внутренние.
К наружным относятся следующие дефекты:
1. Дефекты формы шва (рис. 94), процесс формирования которых непосредственным образом связан с выбранным режимом сварки (прежде всего с величиной, родом и полярностью тока, напряжением дуги и скоростью сварки) и пространственным положением сварного соединения.
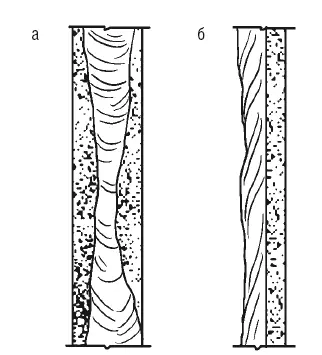
Рис. 94. Дефекты формы шва: а – неравномерная ширина;
б – бугры и седловины
Имеют значение также квалификация сварщика (отсутствие или недостаточность которой приводят к наложению неравномерных по ширине швов, образованию бугров и седловин вследствие неравномерности приложенных усилий), неправильное манипулирование электродом и нарушение величины зазора кромок. Все это заканчивается ухудшением прочностных характеристик сварного соединения и образованием внутренних дефектов.
2. Подрезы (углубления) в основном металле, появляющиеся по краям сварного шва (рис. 95).
Их глубина может доходить до нескольких миллиметров. Причины подрезов различны.
Например, это могут быть большая сила тока, высокое напряжение, смещение электрода по отношению к оси шва, проблемное пространственное положение, затрудняющее сварку, или низкая квалификация исполнителя работ.
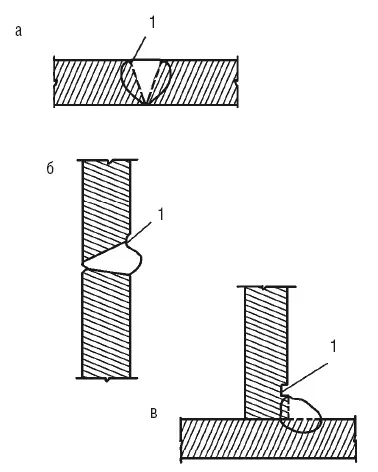
Рис. 95. Подрез сварного шва: а – в стыковом соединении; б – в горизонтальном шве на вертикальной поверхности; в – в угловом шве таврового соединения; 1 – подрез
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Сварочные работы. Практический справочник»
Представляем Вашему вниманию похожие книги на «Сварочные работы. Практический справочник» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.




Обсуждение, отзывы о книге «Сварочные работы. Практический справочник» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.