Сергей Кашин - Сварочные работы. Практический справочник
Здесь есть возможность читать онлайн «Сергей Кашин - Сварочные работы. Практический справочник» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 2015, ISBN: 2015, Издательство: Array Литагент «РИПОЛ», Жанр: Хобби и ремесла, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Сварочные работы. Практический справочник
- Автор:
- Издательство:Array Литагент «РИПОЛ»
- Жанр:
- Год:2015
- Город:Москва
- ISBN:978-5-386-07970-3
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Сварочные работы. Практический справочник: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Сварочные работы. Практический справочник»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Сварочные работы. Практический справочник — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Сварочные работы. Практический справочник», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
В результате подрезов рабочая толщина металла уменьшается, они становятся очагами концентрации внутренних напряжений, развивающихся при нагрузке, и в процессе эксплуатации изделия или конструкции могут привести к разрушению соединения. Наибольшую опасность представляют подрезы, направленные поперек усилий, которые воздействуют на них в угловых и стыковых швах.
Возникновение подреза зависит от соотношения между скоростью затвердевания (кристаллизации) сварного шва и скоростью заполнения углубления расплавленным металлом.
Отсюда следует, что для недопущения или устранения данного дефекта необходимо либо снизить скорость кристаллизации, либо повысить скорость заполнения углубления. Как правило, прибегают к первому варианту, для чего проводят предварительный подогрев свариваемых частей (этот способ работает благодаря улучшению смачиваемости твердого металла жидким за счет имеющейся между ними разности температур) или осуществляют многоэлектродную сварку.
3. Прожоги (рис. 96), т. е. сквозные отверстия в сварном шве, причины появления которых весьма различны.
Повышение погонной энергии сварочной дуги приводит к увеличению объема жидкого металла. Если это произошло в результате повышения силы сварочного тока, то одновременно возрастет и давление дуги. Совокупность описанных процессов может привести к тому, что силы гидростатического давления и давления сварочной дуги превысят силу поверхностного натяжения расплавленного металла, который вытечет, образовав прожог.
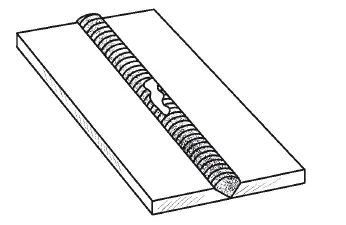
Рис. 96. Прожог в горизонтальном шве
Причинами прожога могут стать неравномерная скорость сварки, большой зазор между свариваемыми частями, соединение элементов из тонкого металла (это особенно частая причина прожога, так как ширина сварочной ванны становится такой, что превосходит толщину металла), некачественный первый слой в многослойном шве или выполнение вертикального шва в направлении снизу вверх.
4. Поджоги, которые возникают при возбуждении сварочной дуги в непосредственной близости от разделки кромок. Такие дефекты подлежат обязательному удалению, поскольку они превращаются в центры концентрации внутренних напряжений.
5. Наплывы (рис. 97), ставшие следствием ряд таких причин, как увеличенная сила тока в сочетании с длинной сварочной дугой и большой скоростью сварки, чрезмерный наклон сварного шва, выполнение шва в трудном пространственном положении и вертикального шва снизу вверх, ошибки при манипулировании электродом и неопытность сварщика. Они бывают локальными и значительными по длине.
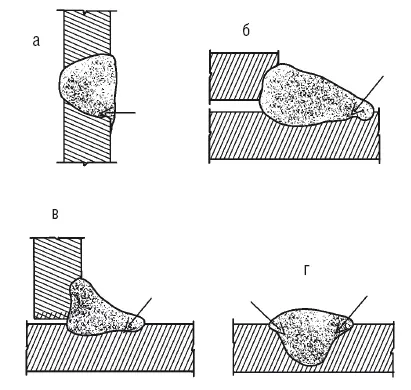
Рис. 97. Наплывы расплавленного металла: а – в горизонтальном шве; б – в нахлесточном соединении; в – в тавровом соединении; г – в стыковом соединении либо при наплавке валиков
6. Незаваренный кратер. Если при окончании сварки дуга неожиданно обрывается, то на металле появляется углубление – кратер. Его размеры определяются силой сварочного тока. Оставленный незаваренным кратер – это источник концентрации внутренних напряжений, которые снижают прочность соединения. Если сварка осуществляется без выводных планок, то кратер надо заварить и оборвать дугу на заваренном участке шва. Нельзя выводить кратер в зону основного металла, поскольку это чревато образованием подреза.
7. Поры (рис. 98), вышедшие на поверхность.
Их появление объясняется содержанием газов в расплавленном металле. В этот момент их еще можно удалить из сварочной ванны, но если они появились в момент кристаллизации металла шва, то останутся в виде газовых пор. Причинами возникновения пористости являются использование отсыревших электродов, повышенная скорость сварки, длинная дуга, загрязненные кромки разделки и некачественная защита шва при сварке в среде защитных газов.
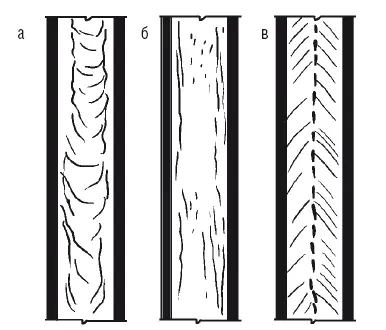
Рис. 98. Пористость металла шва: а – равномерная; б – очаговая; в – в виде цепочки
Равномерные поры – это результат действия постоянных факторов, таких как загрязненность кромок, влажные электроды и неравномерная толщина их покрытия. Одиночные поры – это последствие случайных факторов, в частности скачков напряжения в сети, локальных дефектов в электрод ном покрытии, случайного увеличения длины дуги.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Сварочные работы. Практический справочник»
Представляем Вашему вниманию похожие книги на «Сварочные работы. Практический справочник» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.




Обсуждение, отзывы о книге «Сварочные работы. Практический справочник» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.