Сергей Кашин - Сварочные работы. Практический справочник
Здесь есть возможность читать онлайн «Сергей Кашин - Сварочные работы. Практический справочник» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 2015, ISBN: 2015, Издательство: Array Литагент «РИПОЛ», Жанр: Хобби и ремесла, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Сварочные работы. Практический справочник
- Автор:
- Издательство:Array Литагент «РИПОЛ»
- Жанр:
- Год:2015
- Город:Москва
- ISBN:978-5-386-07970-3
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Сварочные работы. Практический справочник: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Сварочные работы. Практический справочник»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Сварочные работы. Практический справочник — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Сварочные работы. Практический справочник», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Если металл не слишком толстый, то просверливания и не требуется. Например, при автоматической сварке под флюсом верхний лист просто проплавляется сварочной дугой.
Конструктивный элемент сварного соединения, который при его выполнении образуется вследствие кристаллизации расплавленного металла по линии перемещения источника нагрева, называется сварным швом. Элементами его геометрической формы (рис. 79) являются:
✓ ширина (b);
✓ высота (h);
✓ величина катета (K) для угловых, нахлесточных и тавровых соединений.
Классификация сварных швов основывается на различных признаках, которые представлены ниже.
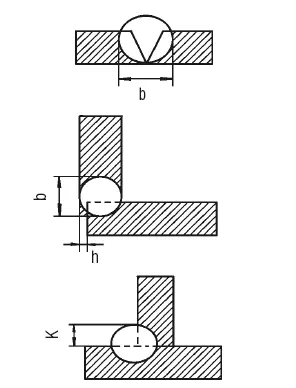
Рис. 79. Элементы геометрической формы сварного шва (ширина, высота, величина катета)
1. По типу соединения:
✓ стыковые;
✓ угловые (рис. 80).
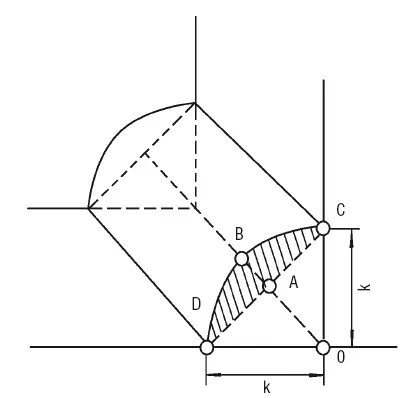
Рис. 80. Угловой шов
Угловые швы практикуют при некоторых видах сварных соединений, в частности при нахлесточных, стыковых, угловых и с накладками.
Стороны такого шва называются катетами (k), зона ABCD на рис. 80 показывает степень выпуклости шва и не принимается во внимание при расчете прочности сварного соединения. При его выполнении необходимо, чтобы катеты были равны, а угол между сторонами OD и BD составлял 45°.
2. По виду сварки:
✓ швы дуговой сварки;
✓ швы автоматической и полуавтоматической сварки под флюсом;
✓ швы дуговой сварки в среде защитных газов;
✓ швы электрошлаковой сварки;
✓ швы контактной сварки;
✓ швы газовой сварки.
3. По пространственному положению (рис. 81), в котором выполняется сварка:
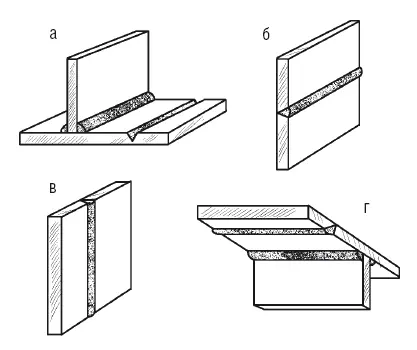
Рис. 81. Сварные швы в зависимости от их пространственного положения: а – нижний; б – горизонтальный; в – вертикальный; г – потолочный
✓ нижние;
✓ горизонтальные;
✓ вертикальные;
✓ потолочные.
Проще всего выполняется нижний шов, труднее всего – потолочный.
В последнем случае сварщики проходят специальное обучение, причем потолочный шов легче сделать газовой сваркой, чем дуговой.
4. По протяженности:
✓ непрерывные;
✓ прерывистые (рис. 82).
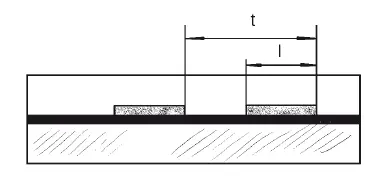
Рис. 82. Прерывистый сварной шов
Прерывистые швы практикуют достаточно широко, особенно в тех случаях, когда нет необходимости (расчет на прочность не предполагает выполнения сплошного шва) плотно соединять изделия.
Длина (l) соединяемых участков составляет 50–150 мм, промежуток между ними приблизительно в 1,5–2,5 раза превосходит зону сваривания, а вместе они образуют шаг шва (t).
5. По степени выпуклости, т. е. форме наружной поверхности (рис. 83):
✓ нормальные;
✓ выпуклые;
✓ вогнутые.
Тип используемого электрода определяет выпуклость шва (a‘). Наибольшая выпуклость характерна для тонкопокрытых электродов, а толстопокрытые электроды дают нормальные швы, поскольку отличаются большей жидкотекучестью расплавленного металла.
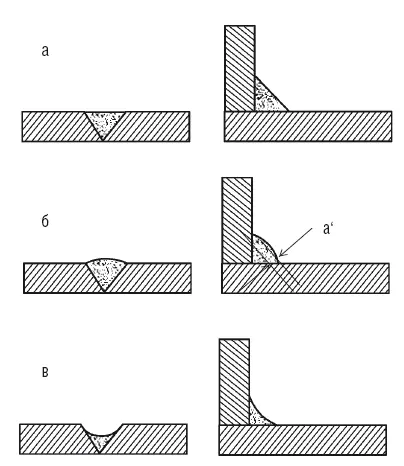
Рис. 83. Сварные швы, различающиеся по форме наружной поверхности: а – нормальные; б – выпуклые в – вогнутые
Опытным путем было установлено, что прочность шва не возрастает с увеличением его выпуклости, тем более если соединение «работает» при переменных нагрузках и вибрации. Подобное положение объясняется так: при выполнении шва с большой выпуклостью невозможно добиться плавного перехода от валика шва к основному металлу, поэтому в этой точке кромка шва как бы подрезается, и здесь в основном концентрируются напряжения.
В условиях переменных и вибрационных нагрузок в этом месте сварное соединение может подвергаться разрушению. Кроме того, выпуклые швы требуют повышенного расхода электродного металла, энергии и времени, т. е. является неэкономичным вариантом.
6. По конфигурации (рис. 84):
✓ прямолинейные;
✓ кольцевые;
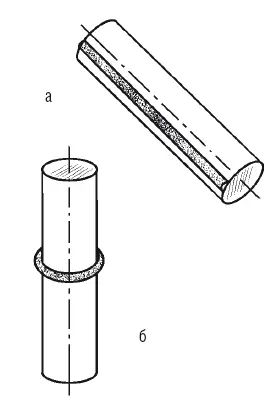
Рис. 84. Сварные швы различной конфигурации: а – прямолинейный; б – кольцевой
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Сварочные работы. Практический справочник»
Представляем Вашему вниманию похожие книги на «Сварочные работы. Практический справочник» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.




Обсуждение, отзывы о книге «Сварочные работы. Практический справочник» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.