Сергей Кашин - Сварочные работы. Практический справочник
Здесь есть возможность читать онлайн «Сергей Кашин - Сварочные работы. Практический справочник» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 2015, ISBN: 2015, Издательство: Array Литагент «РИПОЛ», Жанр: Хобби и ремесла, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Сварочные работы. Практический справочник
- Автор:
- Издательство:Array Литагент «РИПОЛ»
- Жанр:
- Год:2015
- Город:Москва
- ISBN:978-5-386-07970-3
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Сварочные работы. Практический справочник: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Сварочные работы. Практический справочник»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Сварочные работы. Практический справочник — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Сварочные работы. Практический справочник», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
3. При воздушно-дуговой резке (рис. 75) металл расплавляют электрической дугой, возбуждаемой между изделием и угольным электродом (пластинчатым или круглым), и удаляют струей сжатого воздуха.
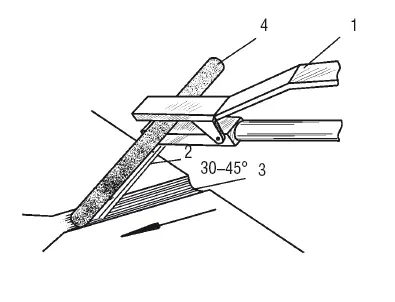
Рис. 75. Схема осуществления воздушно-дуговой резки: 1 – резак; 2 – струя воздуха; 3 – канавка; 4 – электрод
Процесс резки проводят при использовании постоянного тока обратной полярности (при прямой полярности зона нагрева более широкая, что создает трудности при удалении металла) или переменного тока.
Величину тока определяют по формуле:
I = K·d,
где I – ток;
K – коэффициент 46–48 и 60–62 А/мм для угольных и графитовых электродов соответственно;
d – диаметр электрода.
Для этого способа применяют особые резаки, которые бывают двух типов и поэтому предполагают разные режимы резки:
✓ резаки с последовательным расположением струи воздуха;
✓ резаки с кольцевым расположением струи воздуха.
Воздушно-дуговая резка подразделяется на два типа, которым соответствуют разные режимы (табл. 41 и 42):
✓ поверхностная строжка, используемая для разделки образовавшихся в металле или сварном шве дефектов, подрубки корневого шва и снятия фасок;
✓ разделительная резка, применяемая при обработке нержавеющей стали и цветных металлов.
Таблица 41
Примерные режимы поверхностной воздушно-дуговой резки
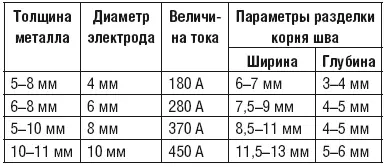
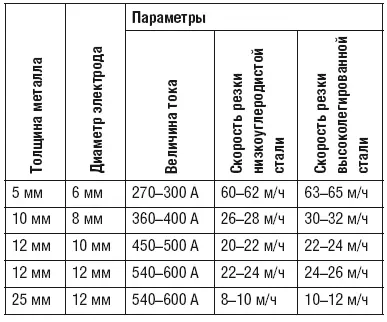
Таблица 42
Примерные режимы разделительной воздушно-дуговой резки
4. Плазменно-дуговая резка, суть которой заключается в том, что металл проплавляется мощным дуговым разрядом, сконцентрированным на небольшом участке поверхности разрезаемого металла, и удаляется из зоны реза высокоскоростной газовой струей. Холодный газ, проникающий в горелку, обтекает вольфрамовый электрод и в зоне разряда превращается в плазму, которая затем истекает через небольшое отверстие в медном сопле в виде яркосветящейся струи с высокой скоростью и температурой, доходящей до 30 000 °C (или больше). Принципиальная схема плазменно-дуговой резки показана на рис. 76.
Плазменная резка может осуществляться независимой или зависимой дугой. В таком случае говорят о плазменной дуге прямого или косвенного действия.
Режимы резки, на которые можно ориентироваться, наглядно представлены в табл. 43.
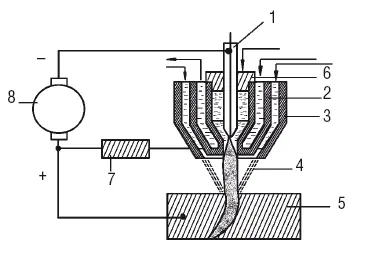
Рис. 76. Схема процесса плазменно-дуговой резки: 1 – электрод; 2 – водоохлаждемое сопло; 3 – наружное сопло; 4 – струя плазмы; 5 – металл; 6 – изоляционная шайба; 7 – балластное сопротивление; 8 – источник питания
5. Дуговая резка под водой. В жидкой среде, например в воде, можно создать мощный дуговой разряд, который, обладая высокой температурой и значительной удельной тепловой мощностью, сможет испарять и диссоциировать жидкость. Дуговой разряд сопровождает образование паров и газов, которые заключат сварочную дугу в газовую оболочку, т. е. фактически дуга будет находиться в газовой среде.
Таблица 43
Примерные режимы плазменно-дуговой резки двух видов материала

Стабильную сварочную дугу от стандартных источников питания дадут угольные и металлические электроды.
Для осуществления резки под водой на них должно быть нанесено толстое водонепроницаемое (пропитанное парафином) покрытие, которое, охлаждаясь снаружи водой, будет плавиться медленнее, чем стержень электрода. В результате этого на его конце образуется небольшой чашеобразный козырек, благодаря которому будет обеспечиваться устойчивость газовой оболочки и горения дуги.
Величина тока выставляется из расчета 60–70 А на 1 мм диаметра электрода.
Описанный способ резки применяют при ремонте судов и т. п.
Техника безопасности при дуговой сварке и резке
Сварочные работы сопряжены с определенными факторами, которые могут быть опасными для здоровья человека.
К ним относятся:
✓ поражение электрическим током;
✓ отравление токсичными газами и пылью;
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Сварочные работы. Практический справочник»
Представляем Вашему вниманию похожие книги на «Сварочные работы. Практический справочник» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.




Обсуждение, отзывы о книге «Сварочные работы. Практический справочник» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.