Сергей Кашин - Сварочные работы. Практический справочник
Здесь есть возможность читать онлайн «Сергей Кашин - Сварочные работы. Практический справочник» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 2015, ISBN: 2015, Издательство: Array Литагент «РИПОЛ», Жанр: Хобби и ремесла, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Сварочные работы. Практический справочник
- Автор:
- Издательство:Array Литагент «РИПОЛ»
- Жанр:
- Год:2015
- Город:Москва
- ISBN:978-5-386-07970-3
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Сварочные работы. Практический справочник: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Сварочные работы. Практический справочник»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Сварочные работы. Практический справочник — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Сварочные работы. Практический справочник», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
В процессе сварки не следует задерживать горелку в зоне сварочной ванны, чтобы не усилить разбрызгивание металла.
При выполнении нижних швов горелку нужно держать под углом в 5–15° вперед либо назад (второй вариант предпочтительнее, поскольку при этом надежнее защищается металл сварочной ванны).
При механизированной сварке тонколистового металла (1–2 мм) совершение колебательных движений не требуется, а горелку рекомендуется держать под углом в 30–45° (углом назад).
Стыковые соединения металла толщиной 1,5–3 мм выполняют на весу. Более тонкий металл варят в вертикальном положении сверху вниз и ограничиваются только одним проходом.
Нахлесточные соединения при толщине металла 0,8–2 мм обычно варят на весу, иногда на медной подкладке.
Скорость сварки может быть увеличена при условии качественной сборки.
При сварке меди зону сварочной дуги защищают азотом.
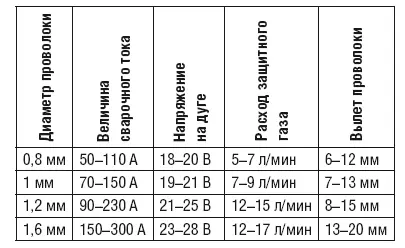
Азотно-дуговую сварку ведут угольными или графитными стержнями, поскольку применение вольфрамовых стержней экономически невыгодно (на их поверхности образуются легкоплавкие соединения (нитриды вольфрама), что приводит к увеличению расхода вольфрама), при постоянном токе прямой полярности.
Диаметр угольного электрода составляет 6–8 мм при величине тока 150–500 АВ; расход азота – 3–10 л/ мин; напряжение на дуге – 22–30 В.
Для фиксации стержней горелка должна быть оснащена сменными наконечниками.
Технология дуговой резки
Разработано и используется несколько способов резки металлов (стали, чугуна, цветных металлов) электрической дугой.
1. Дуговая резка металлов осуществляется с помощью:
1) металлического плавящегося электрода. Этот способ состоит в том, что металл расплавляют с помощью более высокой величины тока (на 30–40 % больше, чем при дуговой сварке).
Электрическую дугу возбуждают на верхней кромке у начала реза и постепенно перемещают ее вниз вдоль кромки (рис. 73).
Капли жидкого металла выталкивают козырьком электродного покрытия. Кроме того, он изолирует электрод, препятствуя его замыканию на металл.
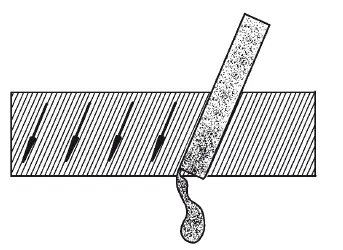
Рис. 73. Схема резки металлическим плавящимся электродом
Резка таким способом обладает рядом недостатков, в частности имеет низкую производительность и дает некачественный рез. Режимы, при которых проводят резку, представлены в табл. 39;
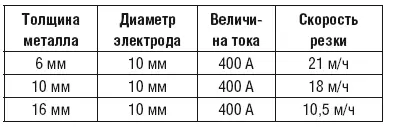
Таблица 39
Примерные режимы резки металла плавящимся электродом
2) угольного электрода. Этот способ используют при резке чугуна, цветных металлов и стали тогда, когда нет необходимости строго соблюдать все размеры, а качество и ширина реза не играют никакой роли. При этом разделку проводят, выплавляя металл вдоль линии раздела. Резку ведут при постоянном или переменном токе сверху вниз, располагая оплавляемую поверхность под небольшим углом к горизонтальной плоскости, чтобы облегчить вытекание жидкого металла. Режимы резки представлены в табл. 40.
3) неплавящегося вольфрамового электрода в среде аргона. Этот способ резки используется редко, в основном при работе с легированными сталями и цветными металлами. Его суть заключается в том, что на электрод подают ток, величина которого превышает таковую при сварке на 20–30 %, и насквозь проплавляют металл.
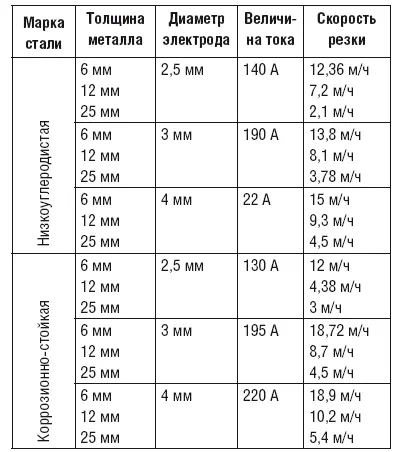
Таблица 40
Примерные режимы резки стали угольным электродом
2. Кислородно-дуговая резка (рис. 74). В данном случае металл расплавляют электрической дугой, которую возбуждают между изделием и стержневым электродом из низко углеродистой или нержавеющей стали (наружный диаметр – 5–7 мм, внутренний – 1–3,5 мм), после чего он сгорает в струе кислорода, подаваемого из отверстия трубки и окисляющего металл, и выдувается. Кислородно-дуговую резку применяют в основном при подводных работах.
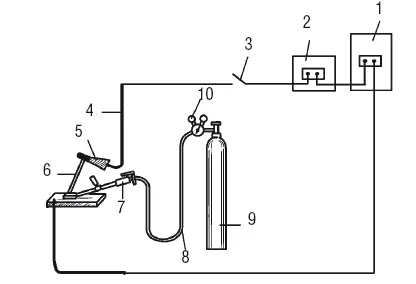
Рис. 74. Схема оборудования поста для кислородно-дуговой резки: 1 – источник питания (трансформатор); 2 – регулятор; 3 – рубильник; 4 – кабель; 5 – электродержатель; 6 – электрод; 7 – резак РГД-1–56; 8 – кислородный шланг; 9 – кислородный баллон; 10 – редуктор
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Сварочные работы. Практический справочник»
Представляем Вашему вниманию похожие книги на «Сварочные работы. Практический справочник» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.




Обсуждение, отзывы о книге «Сварочные работы. Практический справочник» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.