Сергей Кашин - Сварочные работы. Практический справочник
Здесь есть возможность читать онлайн «Сергей Кашин - Сварочные работы. Практический справочник» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 2015, ISBN: 2015, Издательство: Array Литагент «РИПОЛ», Жанр: Хобби и ремесла, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.

- Название:Сварочные работы. Практический справочник
- Автор:
- Издательство:Array Литагент «РИПОЛ»
- Жанр:
- Год:2015
- Город:Москва
- ISBN:978-5-386-07970-3
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Сварочные работы. Практический справочник: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Сварочные работы. Практический справочник»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Сварочные работы. Практический справочник — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Сварочные работы. Практический справочник», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
✓ вертикальные;
✓ горизонтальные.
7. По отношению к действующим силам (рис. 85):
✓ фланговые;
✓ торцовые;
✓ комбинированные;
✓ косые. Вектор действия внешних сил может быть параллельным оси шва (характерно для фланговых), перпендикулярным оси шва (при торцовых), проходить под углом к оси (для косых) или сочетать направление фланговых и торцовых сил (при комбинированных).
8. По способу удержания расплавленного металла шва:
✓ без подкладок и подушек;
✓ на съемных и остающихся стальных подкладках;
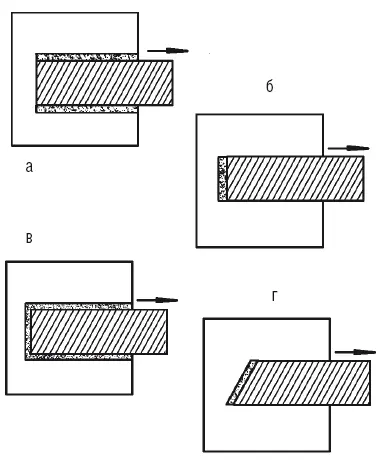
Рис. 85. Сварные швы по отношению к действующим силам: а – фланговый; б – торцовый; в – комбинированный; г – косой
✓ на медных, флюсо-медных, керамических и асбестовых подкладках, флюсовых и газовых подушках.
При наложении первого слоя шва главное – суметь удержать жидкий металл в сварочной ванне.
Чтобы предотвратить его вытекание, используют:
✓ стальные, медные, асбестовые и керамические подкладки, которые подводятся под корневой шов. Благодаря им можно увеличить сварочный ток, что обеспечивает сквозное проплавление кромок и гарантирует стопроцентный провар деталей. Кроме того, подкладки удерживают расплавленный металл в сварочной ванне, препятствуя образованию прожогов;
✓ вставки между свариваемыми кромками, которые выполняют те же функции, что и прокладки;
✓ подрубку и подварку корня шва с противоположной стороны, при этом не стремятся к сквозному проплавлению;
✓ флюсовые, флюсо-медные (при сварке под флюсом) и газовые (при ручной дуговой, автоматической и аргонно-дуговой сварке) подушки, которые подводят или подают под первый слой шва. Их цель – не допустить вытекания металла из сварочной ванны;
✓ соединения в замок при выполнении стыковых швов, которые предупреждают прожоги в корневом слое шва;
✓ специальные электроды, покрытие которых содержит особые компоненты, увеличивающие силу поверхностного натяжения металла и не позволяющие ему вытекать из сварочной ванны при выполнении вертикальных швов сверху вниз;
✓ импульсную дугу, благодаря которой происходит кратковременное расплавление металла, что способствует более быстрому охлаждению и кристаллизации металла шва.
9. По стороне, на которой накладывается шов (рис. 86):
✓ односторонние;
✓ двусторонние.
10. По свариваемым материалам:
✓ на углеродистых и легированных сталях;
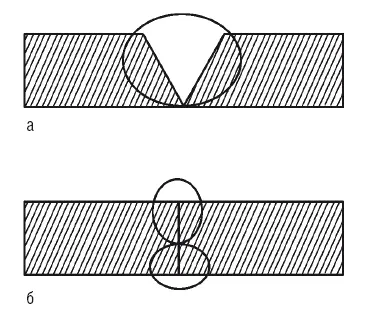
Рис. 86. Сварные швы, различающиеся своим расположением: а – односторонний; б – двусторонний
✓ на цветных металлах;
✓ на биметалле;
✓ на пенопласте и полиэтилене.
11. По расположению соединяемых деталей:
✓ под острым или тупым углом;
✓ под прямым углом;
✓ в одной плоскости.
12. По объему наплавленного металла (рис. 87):
✓ нормальные;
✓ ослабленные;
✓ усиленные.
13. По расположению на изделии:
✓ продольные;
✓ поперечные.
14. По форме свариваемых конструкций:
✓ на плоских поверхностях;
✓ на сферических поверхностях.
15. По количеству наплавленных валиков (рис. 88):
✓ однослойные;
✓ многослойные;
✓ многопроходные.
Перед осуществлением сварочных работ кромки соединяемых изделий, конструкций или частей должны быть соответствующим образом подготовлены, поскольку от их геометрической формы зависит прочность шва
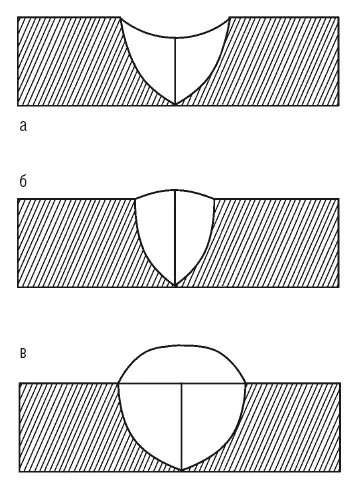
Рис. 87. Сварные швы, различающиеся по объему наплавленного металла: а – ослабленный; б – нормальный; в – усиленный
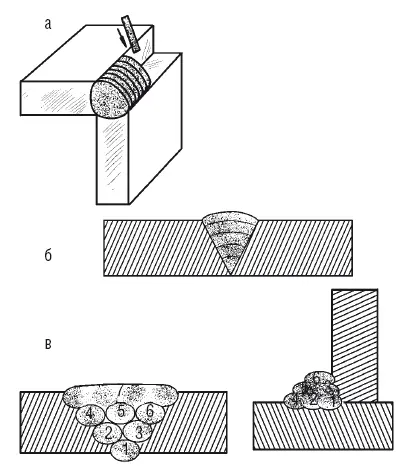
Рис. 88. Сварные швы, различающиеся количеством наплавленных валиков: а – однослойный; б – многослойный; в – многослойный многопроходный
Элементами подготовки формы являются (рис. 89):
✓ угол разделки кромки (ά), который должен быть выполнен, если толщина металла составляет более 3 мм. Если пропустить эту операцию, то возможны такие негативные последствия, как непровар по сечению сварного соединения, перегрев и пережог металла. Разделка кромок дает возможность осуществлять сварку несколькими слоями небольшого сечения, благодаря чему структура сварного соединения улучшается, а внутренние напряжения и деформации снижаются;
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Сварочные работы. Практический справочник»
Представляем Вашему вниманию похожие книги на «Сварочные работы. Практический справочник» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.




Обсуждение, отзывы о книге «Сварочные работы. Практический справочник» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.