Г. Гоберман - Памятка по производству замков
Здесь есть возможность читать онлайн «Г. Гоберман - Памятка по производству замков» весь текст электронной книги совершенно бесплатно (целиком полную версию без сокращений). В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 1944, Издательство: КОИЗ, Жанр: Руководства, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Памятка по производству замков
- Автор:
- Издательство:КОИЗ
- Жанр:
- Год:1944
- Город:Москва
- ISBN:нет данных
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Памятка по производству замков: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Памятка по производству замков»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Памятка по производству замков — читать онлайн бесплатно полную книгу (весь текст) целиком
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Памятка по производству замков», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
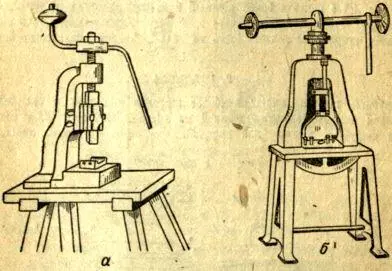
Рис. 22. Ручные прессы.
2. ШТАМПЫ
Вырубные штампыимеют наиболее широкое применение, так как ими пользуются для вырезывания деталей из листов. На рис. 23-а изображён простой вырубной штамп для вырубки коробки висячего замка.
Этот штамп состоит из пуансона (1) и матрицы (2). В этом штампе, предназначенном для вырубки крышек висячего замка, пуансон закрепляется в ползуне пресса.
Более совершенный штамп (рис. 23-б) состоит из хвостовика (1), верхней плиты (2), пуансонодержателя (3), пуансона (4), съёмника (5), параллей (6), матрицы (7) и нижней плиты (8).
Пуансон этого штампа закреплён в специальной плите, называемой пуансонодержателем.
Стоимость изготовления изделий можно уменьшить, применяя комбинированный штамп, одновременно вырезающий деталь и пробивающий в ней отверстия.
Полосу, из которой вырезают детали, доводят до упора в штампе. При первом ходе пресс вырезает непробитое изделие и одновременно пробивает смежное изделие. В остальном работа происходит так же, как на вырезном штампе.
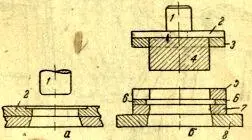
Рис. 23. Вырубные штампы.
Вытяжные штампы. Простейшим вытяжным штампом может быть штамп, изображённый на рис. 20-а, если увеличить зазор между пуансоном и матрицей. В таком штампе из плоского предварительно вырубленного кружка штампуют коробку висячего замка. В этом случае штамп состоит из пуансона, закреплённого в ползуне пресса, и протяжного кольца. Пуансон, входя в углубление, придаёт кружку нужную форму коробки.
На рис. 24 показан штамп, который сначала вырубает кружок из листа, а при дальнейшем опускании пуансона превращает этот кружок в чашечку.
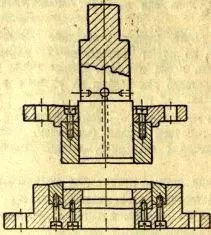
Рис. 24. Комбинированный штамп для вытяжки и вырубки.
Такой штамп состоит из пустотелого режущего пуансона, внутри которого движется вытяжной пуансон. Матрица состоит из режущей плиты и протяжного кольца. Режущий пуансон прикрепляют к тому ползуну пресса, который пускают раньше; ко второму ползуну пресса прикрепляют вытяжной пуансон. Для этого штампа необходим двухтактный пресс. Чтобы можно было выполнять вытяжные работы на обыкновенных однотактных прессах, надо пользоваться штампом компаунд, вырубающем и вытягивающем изделие в течение одного хода ползуна.
Гибочные штампышироко применяются в производстве замков для изгибания деталей. Эти штампы менее сложны в изготовлении и значительно проще режущих штампов.
IV. ОСНОВНЫЕ ОПЕРАЦИИ ПО ПРОИЗВОДСТВУ ЗАМКОВ
При массовом производстве замков детали их изготовляются путём штамповки на прессах, т. е. путём вырезки, гибки или вытяжки в штампах.
Перечисленные три вида штамповочных работ являются основными производственными операциями, дающими возможность получать разнообразные замочные детали. Однако эти операции не исчерпывают всего многообразия работ, проводимых в замочном производстве.
Подготовка листового материала перед вырезкой, гибкой или вытяжкой состоит из ряда операций, необходимость которых вызывается последующим технологическим процессом. Листы или полосы металла нельзя пускать в работу под прессом, пока они не будут подготовлены соответствующим образом.
Как указывалось выше, металл необходимо рассортировать по толщине, выправить, разрезать на куски определённых размеров (ленты, полосы) и очистить от окалины, песка и грязи. Только после этого можно приступать к изготовлению деталей для замков на ручных и ножных эксцентриковых или других прессах.
Основная операция — вырезка — может быть или первой операцией при изготовлении данной замочной детали (например, заготовка корпуса замка и т. п.) пли окончательной операцией, дающей законченную деталь (цухальтер и др.).
Часто после вырезки деталь правят для получения ровной поверхности.
При вырезке от материала отделяют какую-то его часть для использования её непосредственно на изделие, а остаток материала представляет собой отход.
От вырезки отличают «пробивание», когда остающуюся часть используют в качестве материала для изделия, а вырезанная её часть является отходом.
Кроме вырезки и пробивания в производственной практике различают прорезку, разрезку и обрезку.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Памятка по производству замков»
Представляем Вашему вниманию похожие книги на «Памятка по производству замков» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.




Обсуждение, отзывы о книге «Памятка по производству замков» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.