Г. Гоберман - Памятка по производству замков
Здесь есть возможность читать онлайн «Г. Гоберман - Памятка по производству замков» весь текст электронной книги совершенно бесплатно (целиком полную версию без сокращений). В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 1944, Издательство: КОИЗ, Жанр: Руководства, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Памятка по производству замков
- Автор:
- Издательство:КОИЗ
- Жанр:
- Год:1944
- Город:Москва
- ISBN:нет данных
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Памятка по производству замков: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Памятка по производству замков»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Памятка по производству замков — читать онлайн бесплатно полную книгу (весь текст) целиком
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Памятка по производству замков», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Форма запорного конца дужки такова, что при закрывании конец дужки отводит вправо ригель, входящий под действием пружины в вырез на дужке. Это обеспечивает самозапирание замка.
Коробка замка, состоящая из двух штампованных половинок, скреплена медными стойками, расклёпанными на концах.
На рис. 18 изображён висячий литой замок американского типа, изготовляемый целиком из чёрного металла.
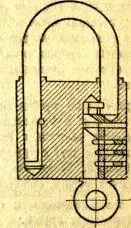
Рис. 18. Висячий литой замок.
В корпусе просверлены три вертикальных отверстия: два сверху и одно снизу. В нижнее отверстие вставлен барабан с тремя глухими отверстиями, расположенными перпендикулярно оси. В корпусе сделаны также четыре горизонтальных цилиндрических отверстия, перпендикулярных к оси нижнего отверстия барабана, одинакового диаметра с отверстиями барабана и полностью совпадающие с ними. Барабан удерживается в гнезде шпилькой, запрессованной в корпус, которая удерживает пружину. В отверстия барабана вкладывают цилиндры, а в соответствующие отверстия корпуса — цилиндры и пружинки. Отверстия в корпусе закрываются пробками.
В запертом замке пробки под давлением пружинок частично входят в отверстия в барабане и препятствуют поворачиванию его. Ключ, входя в шлиц барабана, своими выступами отжимает цилиндры настолько, что все цилиндры соприкасаются друг с другом в той же плоскости, в какой соприкасаются корпус и барабан. Вследствие этого барабан освобождается и его можно повернуть ключом вправо, освобождая таким образом дужку замка.
Корпус замка отливают из серого чугуна, после чего его обдирают снаружи шлифовальным кругом.
Отверстия в корпусе замка (для дужки и барабана) сверлятся по кондукторам.
Дужку и барабан изготовляют па револьверном станке. Фрезеровку производят строго по центру. Дужку после механической обработки полируют и никелируют.
Ключи штампуют и припиливают к каждому замку отдельно.
II. МАТЕРИАЛ ДЛЯ ЗАМКОВ
При выборе материала для изготовления деталей замков необходимо учитывать назначение деталей и предъявляемые к ним требования в части прочности, упругости, способности вытягиваться при штамповке, легко поддаваться последующей обработке, например, шлифованию, никелированию, сварке и т. п.
Замки изготовляют главным образом из стали и чугуна; латунь и бронзу применяют редко.
Для изготовления замков употребляют преимущественно малоуглеродистую сталь: круглую, полосовую и квадратную обычного торгового качества. Так как размеры деталей небольшие, то их с успехом можно делать из отходов других производств, например из уголка, полоски, листовой и полосовой вырубки и т. п.
Листовые отходы часто оказываются более толстыми, чем необходимо для деталей замков. В этих случаях отходы надлежит подкатывать в специальных вальцах до требуемой толщины.
При пользовании отходами необходимо их предварительно сортировать по толщине, подкатывать, калибровать, править и т. д., так как штампы для деталей могут нормально работать только при материале определённой толщины. Даже небольшие отклонения в толщине материала нарушают работу, вызывают брак, образование заусенцев, быстрое изнашивание штампа, а при чрезмерно толстом материале — поломку штампа или пресса.
Для получения листового материала требуемой толщины применяют прокатку, состоящую в пропускании листа между стальными или чугунными валками, шейки которых поддерживаются подшипниками, укреплёнными в станине станка.
Обрабатываемый лист пропускают несколько раз между вращающимися валками, каждый раз уменьшая расстояние между ними, пока не будет получаться материал нужной толщины. В тех случаях, когда необходимо значительно уменьшить толщину материала, например, с 3 до 1 мм, листы прокатывают в горячем состоянии, нагревая их в печи до 1000–1100°. Горячая прокатка возможна для материала толщиной не менее 2,5 мм.
Более тонкий материал быстро остывает и получается значительный слой окалины, дающий нечистую поверхность при прокатке. Поэтому тонкие листы только калибруют, т. е. прокатывают в холодном состоянии, причём получается материал с достаточно чистой поверхностью; это имеет большое значение при штамповке, так как уменьшается износ штампов.
Правка материала на специальных правильных вальцах облегчает дальнейшую обработку материала (резку, штамповку); поэтому при наличии правильных вальцов, следует пропускать через них весь покоробленный или помятый материал. Небольшие куски листовой стали можно править под прессом, применяя специальный правильный штамп.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Памятка по производству замков»
Представляем Вашему вниманию похожие книги на «Памятка по производству замков» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.




Обсуждение, отзывы о книге «Памятка по производству замков» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.