Г. Гоберман - Памятка по производству замков
Здесь есть возможность читать онлайн «Г. Гоберман - Памятка по производству замков» весь текст электронной книги совершенно бесплатно (целиком полную версию без сокращений). В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 1944, Издательство: КОИЗ, Жанр: Руководства, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Памятка по производству замков
- Автор:
- Издательство:КОИЗ
- Жанр:
- Год:1944
- Город:Москва
- ISBN:нет данных
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Памятка по производству замков: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Памятка по производству замков»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Памятка по производству замков — читать онлайн бесплатно полную книгу (весь текст) целиком
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Памятка по производству замков», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Подготовленный материал режут на заготовки для штамповки на ножницах различных типов (ручных и приводных); при этом для получения заготовок одинакового размера пользуются упором. Чтобы получить ровную кромку, надо плотно прижимать лист к упору и столу ножниц. Мелкие заготовки в виде небольших пластинок режут на эксцентриковых прессах, для чего на них устанавливают соответствующие ножи.
Для удаления с поверхности заготовок окалины, их подвергают травлению. Практика показала, что наилучшие результаты даёт травление в растворе серной или соляной кислоты.
Травление производят в специальных ваннах — деревянных, цементно-бетонных или из кислотоупорного кирпича со специальной поливой. Ванны, изготовленные из дерева или железобетона, выкладывают внутри свинцовыми листами толщиной в 4–5 мм.
Ванну наполняют раствором серной или соляной кислоты с концентрацией до 5 проц. и температурой около 45°; для нагревания раствора ванну подогревают паром. Заготовки погружают в раствор и выдерживают в нём от 20 мин. до 1 часа.
Большинство предприятии употребляет раствор, содержащий 1,5–5 % (по весу) серной кислоты плотностью 60° по Боме.
Протравленные заготовки промывают в чане с проточной водой, а иногда дополнительно погружают в чан с известковым молоком, чтобы нейтрализовать действие остатков кислоты.
Детали замка вырезаются из заготовок в вырезных штампах на прессах.
Для удаления заусенцев, сглаживания острых кромок и получения чистой поверхности детали подвергаются галтовке. При этом надо иметь в виду, что детали изогнутой формы или со значительной высадкой галтовать не следует, так как от этого могут измениться их размеры.
Галтовку производят в продолговатом барабане, имеющем форму цилиндра, шести- или восьмиугольной призмы (рис. 19).
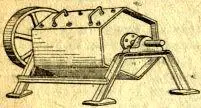
Рис. 19. Галтовочный барабан.
Обрабатываемые детали закладывают в барабан через загрузочное отверстие, закрываемое во время работы наглухо завинчивающейся крышкой, и засыпают некоторым количеством древесных опилок, смешанных с мелким боем фарфора или чистым кварцевым леском. После этого крышку закрывают и барабан приводят во вращение от трансмиссии или мотора со скоростью 20–30 об/мин. Осколки фарфора или песок при вращении барабана ударяют о поверхности деталей и удаляют с них ржавчину, небольшие заусенцы и острые кромки, а опилки очищают грязь и жир. После обработки в течение 1–1,5 часа барабан разгружают, затем опилки и фарфоровую крошку отсеивают, а детали передают для использования.
Для ускорения, очистки деталей ось галтовочного барабана можно расположить наклонно (обычно под углом 10–15° к оси вращения). Тогда детали, кроме вращательного движения, получают еще перемещение вдоль оси. Это улучшает перемешивание и ускоряет галтовку.
III. ОБОРУДОВАНИЕ ДЛЯ ЗАМОЧНОГО ПРОИЗВОДСТВА
1. ПРЕССЫ
Основным оборудованием в производстве замочных изделий являются прессы: эксцентриковые, кривошипные, фрикционные или ручные винтовые.
Кроме того, для изготовления мелких деталей (точёных) пользуются револьверными и токарными станками. Всё прочее оборудование (ножницы для резки металла, шлифовальные станки и т. д.) в замочном производстве является подсобным.
При выборе пресса необходимо учитывать: 1) требуемое давление, 2) производительность, 3) размеры инструмента и площадь стола, 4) величину хода ползуна, 5) расстояние между столом и ползуном в верхнем и нижнем положениях, 6) способ работы (непрерывный или с перерывами).
Эксцентриковые и кривошипные прессы. В этих прессах на валу свободно сидит маховик, приводимый во вращение от привода. При помощи муфты маховик сцепляют с валом и заставляют его вращаться. При вращении вала пресса шатун, благодаря вращению эксцентриковой втулки (в эксцентриковом прессе) или коленчатого вала (в кривошипном прессе), двигается вверх и вниз. Вместе с шатуном перемещается ползун, к которому прикрепляют пуансон штампа. При выключении муфты вал перестаёт вращаться, так как маховик выходит из зацепления с валом и вращается на нём свободно. Конструкция сцепляющей муфты обычно такова, что выключение пресса, т. е. освобождение маховика, происходит в тот момент, когда ползун пресса находится в верхнем положении.
Существует много различных конструкций включающих муфт. В качестве одной из наиболее удачных, часто встречающихся конструкций, можно указать пусковой механизм с поворотной шпонкой (рис. 20).
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Памятка по производству замков»
Представляем Вашему вниманию похожие книги на «Памятка по производству замков» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.




Обсуждение, отзывы о книге «Памятка по производству замков» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.