Г. Гоберман - Памятка по производству замков
Здесь есть возможность читать онлайн «Г. Гоберман - Памятка по производству замков» весь текст электронной книги совершенно бесплатно (целиком полную версию без сокращений). В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Город: Москва, Год выпуска: 1944, Издательство: КОИЗ, Жанр: Руководства, на русском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Памятка по производству замков
- Автор:
- Издательство:КОИЗ
- Жанр:
- Год:1944
- Город:Москва
- ISBN:нет данных
- Рейтинг книги:3 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Памятка по производству замков: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Памятка по производству замков»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Памятка по производству замков — читать онлайн бесплатно полную книгу (весь текст) целиком
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Памятка по производству замков», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Г. Е. Гоберман
ПАМЯТКА ПО ПРОИЗВОДСТВУ ЗАМКОВ
ОТ АВТОРА
Производство замков сосредоточено у нас преимущественно в Павлово-Вачском районе Горьковской области и в Тульском районе.
В связи с военной обстановкой выпуск замочных изделий в этих районах сократился, тогда как спрос на замки сильно возрос.
Расширение производства замочных изделий и организация массового выпуска их в других районах тормозятся также отсутствием литературы и учебных пособий по данному вопросу.
Настоящая брошюра имеет своей целью путём ознакомления читателя с конструкцией и методами изготовления замков содействовать развёртыванию производства замочных изделии и внедрению новых конструкций в массовое производство.
Так как размеры деталей замков незначительны и для изготовления их можно пользоваться отходами других производств, то особый раздел посвящён вопросу подготовки металлоотходов для производства замочных изделий.
Описание конструкций штампов и оборудования, применяемого в замочном производстве, дано кратко, исходя из соображении, что по штамповке имеется обширная специальная литература, в которой можно найти ответы на вопросы, возникающие при организации штамповки замочных изделий.
Все указания и замечания по брошюре просьба направлять в адрес издательства KОИЗ ((Москва, ул. Чернышевского, 7).
I. ЗАМОЧНЫЕ ПРИБОРЫ
По устройству и назначению замочные приборы подразделяются на две основные группы: 1) простыв запоры, 2) сложные запоры.
K простым запорам относятся накладки, щеколды, задвижки и т. п. изделия, a к сложным — замки всех видов и конструкций, которые можно открывать и закрывать лишь с помощью ключей.
1. ПРОСТЫЕ ЗАПОРЫ
Наиболее простыми из всех видов запорных устройств являются накладки, щеколды и задвижки. Накладки и щеколды применяются только для дверей, а задвижки как для дверей, так и для окон. Дверные задвижки делаются со скобами для висячего замка и без них.
Кроме простых задвижек применяются самозапирающиеся дверные задвижки, которые автоматически запираются при захлопывании дверей. Часто такая задвижка бывает соединена с дверным замков.
Вырабатываются также торцовые задвижки, или так называемые дверные шпингалеты, предназначенные для неподвижного закрепления одной из половинок двустворчатой двери.
Ниже описано устройство дверных накладок, щеколд и задвижек.
Дверная накладка(рис. 1) состоит из накладки (1), шарнира (2), планки (3), дужки (4) и оси шарнира (5).
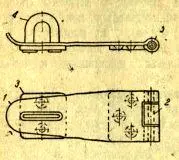
Рис. 1. Дверная накладка.
Накладку, соединённую при помощи оси о шарниром, надевают на дужку, укреплённую на планке. В комплект дверной накладки входят накладка и дужка.
Все детали накладки, за исключением оси, штампуют на прессе, галтуют в барабане и оцинковывают. Вместо оцинковывания накладку можно покрывать чёрным лаком.
Дверная щеколда(рис. 2) состоит из двух частей: рамки, врезаемой в коробку двери, и собственно щеколды. Детали щеколды следующие: рамка (1), защелка (2), штифт (3), пружина (4), планка (5).
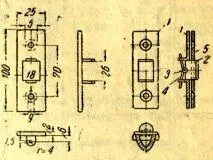
Рис. 2. Дверная щеколда.
Рамка служит основной частью щеколды и предназначена для крепления указанных деталей, а также дли крепления щеколды к двери, На рамке посредством пружины и штифта укреплена защелка.
Пружина и штифт прижимают защелку к рамке. Защелка, западая в гнездо планки, не даёт двери открыться. Таким образом планка служит гнездом для защелки.
Все детали дверной щеколды изготовляются путём штамповки. Пружину необходимо термически обрабатывать.
При нажиме пальцем на щеколду пружина должна действовать безотказно, т. е. должна сжиматься и разжиматься свободно, без заеданий и перекосов.
Раззенкованные отверстии для шурупов должны иметь правильную круглую форму без завалов и заусенцев. Гнездо в планке, в которую входит защелка, должно быть правильной квадратной формы. Защелка должна быть загнута строго по радиусу с плавным переходом от одного радиуса к другому.
Щеколды можно изготовлять полностью никелированными с предварительным омеднением и последующей глянцовкой или комбинированными — частично никелированными и частично окрашенными.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Памятка по производству замков»
Представляем Вашему вниманию похожие книги на «Памятка по производству замков» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.




Обсуждение, отзывы о книге «Памятка по производству замков» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.