Comunicación Sostenible S. C. - Terminación y expedición de tapones de corcho. MAMA0109
Здесь есть возможность читать онлайн «Comunicación Sostenible S. C. - Terminación y expedición de tapones de corcho. MAMA0109» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: unrecognised, на испанском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Terminación y expedición de tapones de corcho. MAMA0109
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:5 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Terminación y expedición de tapones de corcho. MAMA0109: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Terminación y expedición de tapones de corcho. MAMA0109»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Terminación y expedición de tapones de corcho. MAMA0109 — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Terminación y expedición de tapones de corcho. MAMA0109», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
Del marcado a láser destaca:
 Calidad:mejor que cualquier marcaje por tinta o por fuego.
Calidad:mejor que cualquier marcaje por tinta o por fuego.
Consistencia:el primer tapón marcado es idéntico al último sin necesidad de limpieza de componentes.
Precisión:permite el marcaje de letras o detalles gráficos muy pequeños, totalmente visibles.
Cuidado:el tapón no se toca mientras es marcado, no recibe ninguna presión ni se le incluye ningún elemento adicional.
Marcado en tonalidades de grises:por su propia tecnología es simplemente natural el marcaje de dibujos o figuras en tonos de grises, como si fuera una fotografía en blanco y negro; hace que sea posible una nueva manera de ofrecer al mercado figuras, textos y dibujos.
Series cortas o muestras:el tiempo de preparación y calentamiento no existe; realizar una muestra de un solo tapón es una tarea de pocos segundos.
Lotes o series:el marcaje a láser permite personalizar los tapones, tanto por lotes, como individualmente.
Numerar o añadir trazabilidad a los tapones:pueden proteger mejor al embotellador frente a falsificaciones.

Bodegas que se han apuntado al marcado láser de sus tapones.
Ajuste dinámico de tamaño:mediante un pequeño ajuste en los parámetros de marcaje, sin requerir ningún ajuste mecánico.
Marcaje de superficies irregulares:el procedimiento láser realiza el marcaje sin contacto y, marcando también aquellas pequeñas irregularidades que son imposibles de marcar por otros medios de contacto, resultando en una apariencia mejor del tapón.
Orientación electrónica de tapones de cava/champagne:la orientación electrónica en lugar de mecánica, reduce el coste de la inversión.
Tipología múltiple de tapones:la misma configuración de máquina permite el marcaje de tapones naturales, colmatados, aglomerados, etc., así como todos los diámetros y longitudes habituales del mercado.
En la actualidad, numerosas empresas del sector ya conocen o han experimentado el procedimiento y el nivel de interés está en este momento muy alto.

La empresa On-laser presenta su máquina de marcado láser.

Actividades
3.Reflexione sobre las ventajas que puede tener el marcado laser respecto a las otras dos formas de marcado: tinta y fuego.

Aplicación práctica
Si el marcado de tapones de corcho se realiza en su empresa a tinta. ¿Cuándo debe proceder el operario al tratamiento de los tapones que han sido marcados con tinta?
SOLUCIÓN
En la marcación con tinta el operario debe dejar un tiempo prudencial hasta asegurarse que la tinta está seca, antes de comenzar con el parafinado y el siliconado.
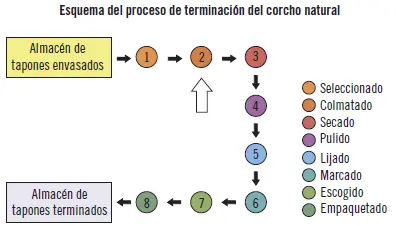
3.Criterios de calidad asociados al proceso de clasificación y marcado de tapones de corcho
El proceso de fabricación de corchos para su uso como cierre de vinos requiere una serie de controles de calidad. Los controles del proceso de fabricación son:
1.Verificar visualmente la calidad de los tapones valorando sus dimensiones.
2.Certificar, además de las dimensiones, el acabado de las superficies tras el proceso de pulido y lijado y hacerlo periódicamente durante varias veces a lo largo de la jornada labora.
3.Vigilar el correcto funcionamiento de las máquinas de selección automática de tapones, se recomienda que se haga cada 30 min.
4.Verificar la calidad del proceso de colmatado, mirando que la cola endurecida esté bien administrada y que la cantidad de polvo de corcho utilizado sea homogéneo en los tapones de todos los bombos de colmatado utilizados.
5.Controlar que el marcado a fuego se haya realizado correctamente, verificando cada 30 min la temperatura de la placa que tiene el relieve y que imprime el dibujo.
6.Verificar el proceso de suavizado, para que este sea el mismo en todos los tapones, y vigilar que el suavizante se haya administrado en las proporciones y en la forma recomendada por el fabricante.

Escogido manual de tapones de corcho
4.Normas asociadas al proceso de clasificación y marcado de tapones de corcho
Según establece el Código Internacional de Prácticas Taponeras de la Confederación Europea del Corcho (C. E. Liége) existe una serie de prácticas obligatorias asociadas a estos procesos. Estas son:
1.Establecer un registro que identifique la procedencia y el origen de los cierres.
2.Llevar a cabo el proceso de marcado previo al tratamiento de la superficie de los tapones.
3.Cuando se quiera marcar la cabeza del tapón, la opción de marcado que se debe realizar siempre es “a fuego”, para evitar el contacto de la tinta con el vino.
4.Si para el marcado se opta por la tinta, el empresario tendrá que certificar con los documentos adecuados que la tinta está compuesta por metales pesados indicados por ley.
5.En el proceso de terminación, el empresario que haya realizado el proceso tiene que identificarse y aportar una referencia que garantice al comprador la trazabilidad del tapón.
6.La Confederación Europea del Corcho (C. E. Liége) como órgano representativo del sector corchero a nivel institucional y europeo debe conocer las contramarcas/s de las empresas terminadoras de los tapones de corcho que vayan a ser utilizados como cierres de botellas.
Читать дальшеИнтервал:
Закладка:
Похожие книги на «Terminación y expedición de tapones de corcho. MAMA0109»
Представляем Вашему вниманию похожие книги на «Terminación y expedición de tapones de corcho. MAMA0109» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.







Обсуждение, отзывы о книге «Terminación y expedición de tapones de corcho. MAMA0109» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.