Neil A. Duffie - Control Theory Applications for Dynamic Production Systems
Здесь есть возможность читать онлайн «Neil A. Duffie - Control Theory Applications for Dynamic Production Systems» — ознакомительный отрывок электронной книги совершенно бесплатно, а после прочтения отрывка купить полную версию. В некоторых случаях можно слушать аудио, скачать через торрент в формате fb2 и присутствует краткое содержание. Жанр: unrecognised, на английском языке. Описание произведения, (предисловие) а так же отзывы посетителей доступны на портале библиотеки ЛибКат.
- Название:Control Theory Applications for Dynamic Production Systems
- Автор:
- Жанр:
- Год:неизвестен
- ISBN:нет данных
- Рейтинг книги:5 / 5. Голосов: 1
-
Избранное:Добавить в избранное
- Отзывы:
-
Ваша оценка:
Control Theory Applications for Dynamic Production Systems: краткое содержание, описание и аннотация
Предлагаем к чтению аннотацию, описание, краткое содержание или предисловие (зависит от того, что написал сам автор книги «Control Theory Applications for Dynamic Production Systems»). Если вы не нашли необходимую информацию о книге — напишите в комментариях, мы постараемся отыскать её.
Apply the fundamental tools of linear control theory to model, analyze, design, and understand the behavior of dynamic production systems Control Theory Applications for Dynamic Production Systems: Time and Frequency Methods for Analysis and Design,
Control Theory Applications for Dynamic Production Systems
Control Theory Applications for Dynamic Production Systems — читать онлайн ознакомительный отрывок
Ниже представлен текст книги, разбитый по страницам. Система сохранения места последней прочитанной страницы, позволяет с удобством читать онлайн бесплатно книгу «Control Theory Applications for Dynamic Production Systems», без необходимости каждый раз заново искать на чём Вы остановились. Поставьте закладку, и сможете в любой момент перейти на страницу, на которой закончили чтение.
Интервал:
Закладка:
 (2.4)
(2.4)
Over some range of ( x – x o), ( y – yo ), … higher-order terms can be neglected and a linear model is a sufficiently good approximation of the nonlinear model in the vicinity of the operating point:
 (2.5)
(2.5)
where
 (2.6)
(2.6)
Example 2.10 Production System Lead Time when WIP and Capacity are Variable
In the case where the production work system illustrated in Figure 2.15 has variable work in progress (WIP) w ( t ) hours and variable production capacity r ( t ) hours/day, the lead time is

For work in progress operating point wo and capacity operating point ro , an approximating linear function for lead time in the vicinity of operating point wo , ro , can be obtained using Equations 2.5and 2.6:

where


2.4.3 Piecewise Approximation
In practice, variables in models of production systems may have a limited range of values. Maximum values of variables such as work in progress and production capacity cannot be exceeded, and these variables cannot have negative values. In many cases, operating conditions where limits have been reached may not be of primary interest when analyzing and designing the dynamic behavior of production systems. On the other hand, models can be developed that represent important combinations of operating conditions, each of which represents dynamic behavior under those specific conditions. A set of piecewise linear approximations then can be used to represent non-linear relationships between variables.
Example 2.11 Piecewise Approximation of a Logistic Operating Curve
The relationship between work in progress (WIP) and actual capacity shown in Figure 2.17 is another example of nonlinear behavior. When WIP w ( t ) is relatively low in a production work system such as that shown in Figure 2.15, production capacity may not be fully utilized and actual capacity can be less than full capacity because of the work content of individual orders and the timing of arriving orders. Conversely, when WIP is relatively high, work is nearly always waiting and the work system is nearly fully utilized. The actual capacity ra ( t ) of the work system therefore may depend on both its full capacity rf and the work in progress w ( t ).
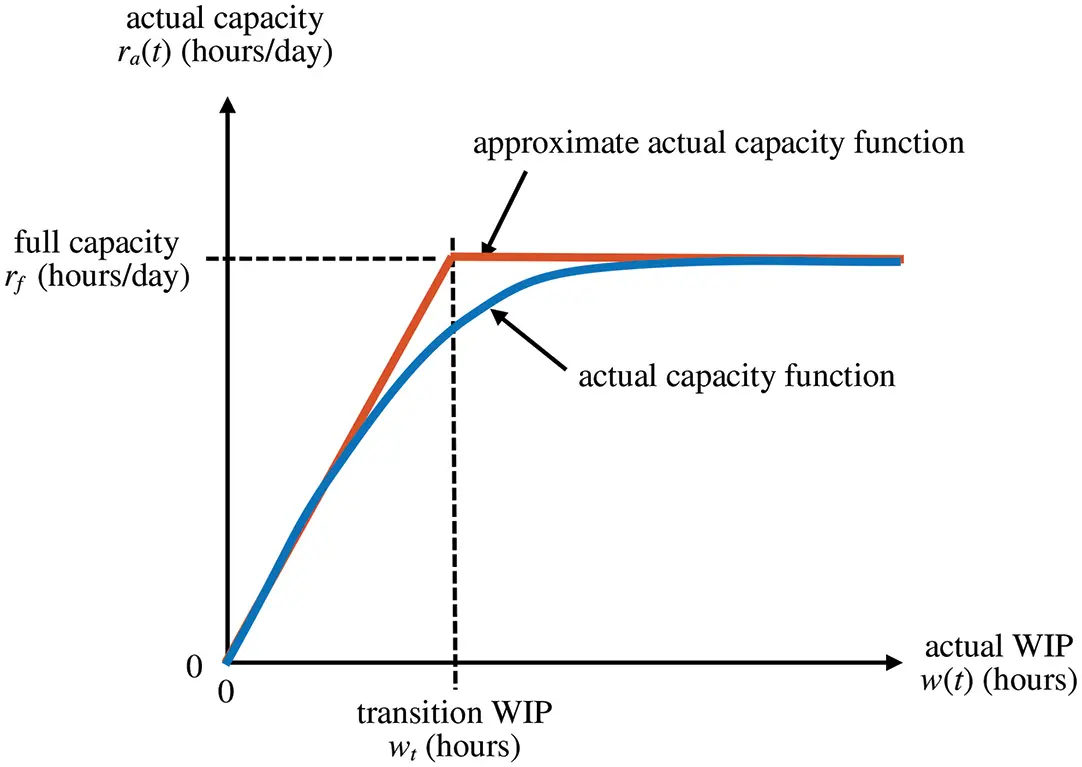
Figure 2.17 Actual production capacity function and a piecewise linear approximation.
As shown in Figure 2.17, the actual capacity function can be approximated in a piecewise manner by two segments, delineated by a WIP transition point wt hours, where for w ( t ) ≥ wt

and for w ( t ) < wt
2.5 Summary
The examples that were presented in this chapter illustrate some of the ways that models can be developed for production systems and components. Production systems often have many components, and dynamic models of these components need to be obtained individually using physical analysis or experimental data. Then they can be combined if desired to obtain a model of the dynamic behavior of an entire production system. In Chapter 3, transformation methods will be introduced that allow algebraic equations to be substituted for the linear differential and difference equations that describe the dynamic behavior of components in a production system. These transformations make combining models of components relatively easy and they are compatible with the many analysis and design tools that are implemented in control system engineering software. As also described in Chapter 3, transformed models of production system components can be assembled into block diagrams that graphically represent the input–output relationships between components in production systems, aiding in identifying, understanding, and designing the dynamic behavior of production systems.
Notes
1 1 The term “discrete-time” differentiates this type of model from discrete-event simulation models.
2 2 Here and in subsequent examples, well-known solutions for the differential equations obtained are not derived. The tools of control system engineering that are presented in subsequent chapters generally make it unnecessary in practice for production engineers to find such solutions.
3 3 It often is convenient to use relative change as a variable in dynamic models of the components of production systems.
4 4 Henceforth, staircase plots will be presented without explicitly denoting discrete values at times kT.
5 5 The reader is referred to the Bibliography and many other publications on nonlinear dynamics and nonlinear control theory for other approaches to modeling nonlinear behavior.
6 6 Other options include choosing to regulate a variable other than lead time (work in progress, due date deviation, etc.) and designing non-linear decision rules.
Конец ознакомительного фрагмента.
Текст предоставлен ООО «ЛитРес».
Прочитайте эту книгу целиком, купив полную легальную версию на ЛитРес.
Безопасно оплатить книгу можно банковской картой Visa, MasterCard, Maestro, со счета мобильного телефона, с платежного терминала, в салоне МТС или Связной, через PayPal, WebMoney, Яндекс.Деньги, QIWI Кошелек, бонусными картами или другим удобным Вам способом.
Интервал:
Закладка:
Похожие книги на «Control Theory Applications for Dynamic Production Systems»
Представляем Вашему вниманию похожие книги на «Control Theory Applications for Dynamic Production Systems» списком для выбора. Мы отобрали схожую по названию и смыслу литературу в надежде предоставить читателям больше вариантов отыскать новые, интересные, ещё непрочитанные произведения.








Обсуждение, отзывы о книге «Control Theory Applications for Dynamic Production Systems» и просто собственные мнения читателей. Оставьте ваши комментарии, напишите, что Вы думаете о произведении, его смысле или главных героях. Укажите что конкретно понравилось, а что нет, и почему Вы так считаете.